

Зертханалық жұмыс №6
Тақырыбы: Кривошип-шатун механизімін жинау технологиясын зерттеу
Жұмыс мақсаты: Кривошип-шатун механизімін жинау технологиясын зерттеу, дефектілеу картасын жасау
Кесте 6.1 – КШМ жинаудың технолиялық картасы
|
Операция |
Өтпе № |
Өтпе мазмұны |
Жабдық
|
|
005 – Иінді білікті орнату |
005 |
Цилиндрлер блогы ұяларына жоғарғы қойылымдарды орнату |
№ 10 жаппа кіліт, динамометриялық кіліт, ауыстырмалы бас №14,17, щуптар жинағы, поршен саусағын сығып кіргізуге арналған аспап, поршенді орнатуға арналған аспап, сақиналарды орнату айла бұйымы |
|
010 |
Алдымен мойындарын майлап, иінді білікті орнату | ||
|
015 |
Тірек жартылай сақиналарды орнату, жөндеу жартылай сақиналар көмегімен өстік саңылауды реттеу. | ||
|
020 |
Түп қақпақтарға төменгі қойылымдарды орнату | ||
|
025 |
Қақпақтарды ретіне қарай орнату, қойылым құлыптары тура келу керек | ||
|
030 |
80-90 Нм моментімен түп қақпақтарының болттарын тарту | ||
|
035 |
Артқы қақапақты орнату | ||
|
040 |
Маховикті орнату | ||
|
045 |
90-100 Нм моментімен маховик болттарын тартып қою | ||
|
010 – Поршендерді орнату |
005 |
Алдымен 2000С дейін қыздырып, поршен саусағын сығып кіргізу | |
|
010 |
Поршен сақиналары құлыптарындағы саңылауды, поршен және цилиндр арасындағы саңылауды, сақиналар және ойықтар арасын өлшеу | ||
|
015 |
Поршен сақиналарын орнату | ||
|
020 |
Шатундарға шатун қойылымдарын орнату | ||
|
025 |
Поршенді цилиндрге орнату, алдында сақиналар құлыптарын ажырату керек | ||
|
030 |
Шатун қойылымдарын шатун қақпақтарға орнату | ||
|
035 |
Алыдымен майлап, шатун қақпақтарын орнату, қойылым құлыптары тура келуі керек | ||
|
040 |
55-60 Нм моментімен шатун гайкаларын тарту. | ||
|
045 |
Иінді білікті айландыру. Иінді білік оңай біркелі айлануы тиіс |
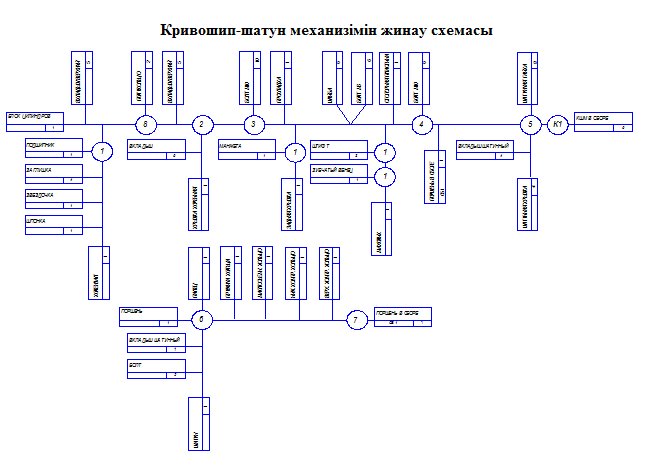
Сурет 6.1 Кривошип-шатун механизімін жинау схемасы:
Техникалық талаптар
1. Сығып кіргізу
2. Номеріне қарай қақпақтарды орнату, құлыптары тура келу керек
3. Қақпақтар болттарын 80...90 Нм моментімен тарту
4. Маховик болттарын 90...100 Нм моментімен тарту
5. Қақпақтарды орнату, қойылым құлыптары тура келу керек, гайкаларын 55...60Нм моментімен тарту
6. Алдымен шатунның басын 200°С қыздырып, саусақтарды сығып кіргізу
7. Белгісіне сәйкес поршенді орнату
8. Жөндеу жартылай сақиналар көмегімен өстік саңылауды реттеу
К1. Иінді білікті айландыру. Иінді білік оңай біркелі айлануы тиіс
Зертханалық жұмыс № 7
Тақырыбы: Дизель қозғалтқыштары форсункаларының техникалық жағдайын бақылау және реттеу
7.1. Жұмыс мақсаты:
Форсункалар техникалық жағдайының негізгі көрсеткіштерімен, тексеру технологиясымен, реттеулермен және қажет жабдықпен танысу.
7.2. Ақаулы форсункаларда (сурет 7.1) қозғалтқыш түтіндетіп, тұрақсыз, тоқтаулармен жұмыс істейді және оны оталдыру қиындыққа соғады.

Сурет 7.1 Форсунканың жалпы көрінісі:
І-корпустың көлбеу каналы; ІІ-сақиналы қуыс; ІІІ-шашыратқыштың каналы;1-корпус; 2-гайка; 3-шашыратқыш; 4-жабу инесі; 5-инекнің төлкесі; 6-штифт; 7-штанга; 8-тарелка; 9-серіппе; 10-реттеу винті; 11-стакан; 12-контргайка; 13-қақпақша; 14-шайба; 15-құбырөткізгіш; 16-штуцер; 17-тор сүзгісі;
Шашыратқыш 3 және жабу инесі прецизионды жұпқа жатады, олардың тығыздығы тек қана дәл жасау және өзара үйкелу арқасында іске асырылады. Шашыратқыш бөлшектерінің тозуы шашыратудың сапасына және форсунканың цилиндрге беретін жанылғының мөлшеріне әсер етеді. Иненің және шашыратқыштың өзара үйкелуінің бұзуылуы жанылғының ағуына, шашыратудың нашарлауына, поршендерде қақтың пайда болуына, шашыратқыш тесіктерінің бітелуіне алып келеді.
Инемен шашыратқыштың арасындағы саңылаудың үлкеюі жанылғының мөлшерін азайтады, себебі оның бір бөлігі сол саңылаудан ағып кетеді.
Форсунканы қозғалтқышта тұрғанда текесеруді манометрден және жоғары қысымды қолды насостан тұратын айла бұйыммен жүргізеді. Тексеруді жұмыс дыбысын тыңдап, сондай ақ эталонды және текс ерілетін форсункалардың тербеліс белсенділігін тіркеп, воброакустикалық тәсілмен жүргізсе болады.
Көп тараған тәсілге форсунканы қозғалтқыштан шешіп стендте тексеру жатады (сурет 7.2).

Сурет 7.2. Форсункаларды сынауға арналған стенд схемасы:
1-жоғары қысымды плунжер насосы; 2-рычаг; 3-манометр; 4-жанылғы багі; 5-жанылғы беру краны; 6-сыналатын форсунка; 7-ванна
7.3. Форсункаларды тексеру және реттеу әдістемесі:
1 Сыртын көру. Шашыратқыштың бүйірінде жеңіл күйе болу керек, едәуір көп күйе және қақ форсунканың ақаулығына көрсетеді.
2. Шашыратқыш тығыздық конусын стендте былай тексереді. Тұрақты түрде форсунканың серіппесін сығып, насоспен жанылғыны сықақтап, артық қысымды туғызады және сол жағдайда 1...2 минут ұстайды. Егер сол уақыт ішінде шашыратқыш ұшында жанылғы тамшылары пайда болмаса, онда иненің шашыртақышқа үйкелуін қанағаттандырылдық деп санайды.
3. Прецизионды жұбындағы саңылауды гидравликалық сығумен тексереді. Ол үшін форсунканың реттеу винтімен серіппесін қысу арқылы насоспен артық қысымды туғызады.Содан кейін қысымның түсу уақытын байқайды. Жаңа шашыратқыш үшін ол 9...20 секунды құрайды, қысымның құлау уақыты 2...5 секундты шашыратқыштарды қолданбаған жөн.
4. Шашу қысымын ине көтерілуінің басталу сәтінен тексереді және реттейді. Форсункада винтті 2...3 бұрамға айналдырады және насоспен минутына 60...80 изеу жылдамдығымен жанылғыны сықақтап, форсунканың жанылғыны жеңіл шашыратуды қамтамасыз етеді, бұл кезде манометр көрсетпесіне қарап тұру керек. Қысымның ауытқуы осы типті форсунка үшін номиналдыға қарағанда 0,05 МПа аспауы керек.
5. Шашыратқыштан 220 мм қашықтықта орнатылған, қағаз экранына жанылғыны шашып, шашыратудың сапасын және шашу бұрышын аспаппен тексереді. Жанылғы туман жағдайында болу керек. Көзге көрінетін ағындар болмауы керек, ал шашудың басталуы мен соңы кұрт дыбыспен ереді.