

диплом 90% / мусор / описустановки
.docx-
Опис електромеханічної системи
Сварочный автомат АДС-1000-2
Автомат предназначен для дуговой сварки под флюсом на переменном токе 400-1200 А электродной проволокой диаметром 3-6 мм стыковых соединений с разделкой и без разделки кромок и угловых соединений с поворотом и без поворота изделий "в лодочку", расположенных на горизонтальной и наклонной до 15° к горизонту поверхностях.
В комплект автомата АДС-1000-2 входят сварочный трактор, шкаф управления и сварочный трансформатор.
Общий вид сварочного трактора показан на рис. 1. Сварочный трактор состоит из сварочной головки с бункером для флюса, кассеты для электродной проволоки, пульта управления и каретки с электродвигателем, обеспечивающим перемещение трактора.
Автомат предназначен для дуговой сварки под флюсом на переменном токе 400-1200 А электродной проволокой диаметром 3-6 мм стыковых соединений с разделкой и без разделки кромок и угловых соединений с поворотом и без поворота изделий "в лодочку", расположенных на горизонтальной и наклонной до 15° к горизонту поверхностях.
В комплект автомата АДС-1000-2 входят сварочный трактор, шкаф управления и сварочный трансформатор. Основные технические характеристики автомата приведены в табл.7.
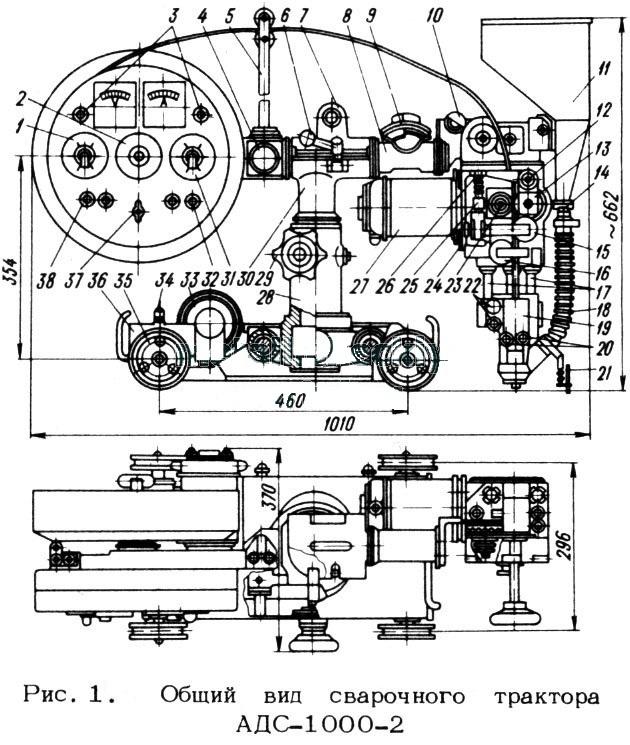
Сварочная головка состоит из механизма подачи электродной проволоки с предварительной ее рихтовкой. Электродная проволока подается электродвигателем 27 типа ДГ с регулируемым числом оборотов до 2650 в минуту. Электродвигатель через редуктор, состоящий из одной цилиндрической и одной червячной передач, размещенных в корпусе головки, приводит во вращение ведущий ролик 23. Передаточное число редуктора 160. Диаметр ведущего ролика 46 мм.
Скорость подачи электродной проволоки при напряжении дуги 35 В может регулироваться от 0,5 до 2 м/мин.
Электродная проволока прижимается к ведущему ролику 23 роликом 13, укрепленным на конце рычага 12. Сила нажатия ролика регулируется натягом пружины 26 гайкой 25. Механизм подачи электродной проволоки обеспечивает тяговое усилие не менее 60 кг. Для выпрямления электродной проволоки служат два дополнительных ролика 15 и 16. Ролик 15 устанавливается в положение, обеспечивающее необходимую степень выпрямления электродной проволоки, и закрепляется болтом 24. Механизм рихтует проволоку с прогибом, не превышающим 25 мм на 1 м длины проволоки.
Токоподвод 19 сварочной головки укреплен на цилиндрических направляющих 17 и перемещается в вертикальном направлении на 80 мм. Токоподвод сотсоит из двух токоподводя-щих колодок: подвижной и неподвижной. Подвижная колодка прижимает электродную проволоку при помощи пружин, сила нажатия которых регулируется винтами 20. Сварочный кабель подключается к неподвижной колодке болтами 22. Для увеличения срока службы контактных колодок к ним крепятся сменные вкладыши. Автомат комплектуется сменными вкладышами на электродную проволоку диаметром 3-4 мм и 5-6 мм. Токо-подвод заканчивается прикрепленной к нему воронкой, обеспечивающей концентрическую (относительно конца электрода) подачу флюса, поступающего в нее из бункера. Наблюдение за движением электрода по шву производится при помощи указателя 21.
Бункер 11 для флюса укреплен с боковой стороны головки и соединяется с воронкой гофрированной трубкой 18. Открытие и закрытие подачи флюса производится заслонкой 14. Бункер закрыт сеткой, предотвращающей попадание в зону сварки флюса, загрязненного кусками шлака и инородными предметами. Сварочная головка вместе с бункером и токоподводом подвешена к одному концу горизонтального рукава 8 и может быть наклонена в плоскости, перпендикулярной оси рукава, на угол 45°. Установленное положение головки фиксируется зубчатыми полумуфтами путем поворота рукоятки 10. На другом конце горизонтального рукава 8 установлены пульт управления и кассета для электродной проволоки.
На пульте управления смонтированы: амперметр и вольтметр для измерения сварочного тока и напряжения дуги, потенциометр 1 для регулирования напряжения дуги, потенциометр 31 для регулирования скорости сварки, кнопки 32 для дистанционного регулирования сварочного тока, кнопки 38 для установочного перемещения электрода вверх и вниз перед началом сварки, кнопки 3 "пуск" и "стоп" для пуска и прекращения работы автомата, переключатель 37 для управления ходом каретки "вправо" или "влево" и выключатель холостого хода каретки 2.
Кассета (барабан) для электродной проволоки устроена так, что проволока не наматывается на нее, а укладывается внутрь и ограничивается обечайкой. Благодаря своей упругости проволока, стремясь выпрямиться, прижимается к обечайке. Для поддержания и направления проволоки к сварочной головке на горизонтальном рукаве установлена вилка 5. Установленные на этом же рукаве скобы 9 служат для укрепления сварочных проводов. На горизонтальном рукаве у пульта управления укреплена многогнездная розетка штепсельного разъема 4 для соединения гибким кабелем сварочного трактора со шкафом распределительного устройства.
Горизонтальный рукав 8 вместе с головкой, пультом управления и кассетой можно повернуть относительно горизонтальной оси, осуществляя угол наклона сварочной головки, а следовательно, и электрода в плоскости, перпендикулярной шву, на 45° в каждую сторону от вертикали. При повороте горизонтального рукава освобождение его от зажатия в стакане вертикальной стойки производится рукояткой 6.
Вертикальная стойка 30 вместе с горизонтальным рукавом и укрепленными на нем сварочной головкой, пультом управления и барабаном может быть повернута относительно вертикальной оси в гильзе 28. на угол 90° в каждую сторону от продольной оси каретки сварочного трактора. Такой поворот одновременно дает возможность установить сварочную головку на нужном расстоянии по одну и другую стороны от продольной оси каретки сварочного трактора в пределах 0-32 5 мм.
Закрепление вертикальной стойки в необходимом положении производится поворотом маховика 29. Стойка установлена на горизонтальных направляющих каретки и вращением маховика может перемещаться по ним вместе с головкой в направлении, перпендикулярном свариваемому шву, на 30 мм в одну и другую стороны от середины каретки. Колеса трактора имеют канавки для перемещения по направляющей.
Движение каретки осуществляется электродвигателем 33 типа ДК, передающим вращение на ось ведущей пары колес 35 через редуктор 36. Редуктор состоит из двойной червячной передачи с общим передаточным числом 784. Скорость сварки регулируется от 15 до 70 м/ч. Сцепление и расцепление ведущих колес с приводом осуществляется зубчатыми полумуфтами. Подвижная полумуфта перемещается поводком 34.
Для перемещения трактора краном предусмотрен рым 7.
При перемещении трактора краном должны быть надежно закреплены горизонтальный рукав в стакане рукояткой 6 и вертикальная стойка маховиком 29.
Вес трактора 65 кг без электродной проволоки и флюса. Вес электродной проволоки 12 кг, вес флюса в бункере 12 кг.
Трактор рассчитан на сварочный ток от 200 до 1000 А и электродную проволоку диаметром от 1,6 до 5 мм. Скорость сварки трактором от 16 до 126 м/час при скорости подачи проволоки от 52 до 403 м/час. Скорость сварки и скорость подачи проволоки регулируется сменными шестернями.
Трактор имеет корректирующий механизм для направления электрода по шву во время сварки и для поперечного наклона головки с мундштуком при сварке угловых швов. Вес трактора без проволоки 42 кг, вес электродной проволоки 8—10 кг, емкость флюсового бункера 4,5 дм3 (10 кг флюса).
Регулировка скорости сварки и подачи производится плавно путем изменения оборотов электродвигателя
Сварочный трактор АДС-1000-2 относится к универсальным сварочным автоматам. Он имеет автоматическое регулирование скорости подачи электрода в зависимости от напряжения на дуге.
Трактор АДС-1000-2 поставляют с трансформатором ТСД-1000-3. Сила сварочного тока регулируется дистанционными кнопками, расположенными на пульте управления трактора. Скорость сварки изменяется плавно путем изменения числа оборотов двигателя постоянного тока.
Верхняя часть трактора поворотная. Это дает возможность вести сварку как внутри колеи колес, так и вне ее.
Трактор предназначен для сварки валиковых и стыковых швов с разделкой и без разделки кромок при толщине металла от 6 до 30 мм.
Сварка на этом тракторе производится электродной проволокой диаметром от 3 до 6 мм со скоростью ее подачи от 0,5 до 2,0 м/мин, при сварочном токе 400—1200 а я скорости сварки от 15 до 70 м/час.
Электрическая схема автомата АДС-1000-2
Принципиальная электрическая схема автомата приведена на рис. 2. Подача электродной проволоки и перемещение сварочного трактора производятся двигателями постоянного тока Ml и М2.

Якорь каждого из этих двигателей питается от своего генератора Г1 и Г2. Генераторы приводятся во вращение асинхронным двигателем МЗ. Независимые обмотки возбуждения двигателей и генераторов питаются от сети переменного тока через понижающий трансформатор Тр1 и селеновый выпрямитель Д1.
Автоматическое регулирование скорости подачи электродной проволоки осуществляется в зависимости от напряжения дуги. Для этой цели генератор Г1, питающий якорь двигателя Ml, подающего электродную проволоку, кроме независимой обмотки Г1-0В1 и компаундной обмотки Г1-0ВЗ, имеет еще обмотку Г1-0В2, подключенную через выпрямитель Д2 на зажимы дуги. Обмотки возбуждения Г1-0В1 и Г1-0В2 создают потоки противоположного направления. При работе одной независимой обмотки Г1-ОВ1 двигатель сварочной головки вращается в сторону подачи электродной проволоки вверх, а при работе одной дуговой обмотки Г1-ОВ2 - в сторону подачи электродной проволоки вниз. При сварке работают обе обмотки, создавая результирующий поток, определяющий значение напряжения и полярность генератора, а следовательно, частоту и направление вращения двигателя Ml, подающего электродную проволоку. Благодаря такой зависимости скорость (а при зажигании дуги и направление) подачи электродной проволоки изменяется с изменением напряжения дуги. Напряжение дуги поддерживается относительно постоянным и таким по значению, при котором скорость подачи электродной проволоки равна скорости ее плавления.
Напряжение дуги задается потенциометром R1, включенным в цепь независимой обмотки генератора. При уменьшении напряжения на этой обмотке напряжение дуги уменьшается и, наоборот, при увеличении напряжения на ее зажимах напряжение дуги увеличивается. Для расширения диапазона изменения задаваемого напряжения дуги в цепь дуговой обмотки возбуждения включено добавочное активное сопротивление R2. Это сопротивление может быть шунтировано выключателем В2. При включении сопротивления напряжение на дуге увеличивается.
Частота вращения двигателя каретки М2, а следовательно, и скорость сварки регулируются потенциометром R 3 в цепи независимой обмотки возбуждения Г2-ОВ1 генератора Г2. Для изменения направления движения каретки ("вправо" или "влево") как при сварке, так и при холостом ходе в цепи якоря двигателя каретки установлен пакетный переключатель ВЗ. Перемещение каретки вхолостую, без сварки, осуществляется выключателем В4.
Для установочных перемещений электродной проволоки перед сваркой в схеме имеются кнопка Кн1 для опускания электрода и кнопка Кн2 для подъема электрода. При нажатии кнопки Кн1 дуговая обмотка Г1-ОВ2 генератора Г1 подачи электродной проволоки через свой выпрямитель подключается на зажимы вторичной обмотки трансформатора Тр1. При нажатии кнопки Кн2 замыкается цепь независимой обмотки возбуждения Г1-ОВ1 генератора Г1.
Амперметр А включен в сварочную цепь через трансформатор тока ТТ с параллельно включенным сопротивлением R4 .
Сварочный ток предварительно устанавливается кнопками, расположенными на сварочном трансформаторе ТрС, по указателю тока. Последующее уточнение значения сварочного тока в процессе сварки производится кнопками, расположенными на пульте управления, по амперметру.
Напряжение дуги устанавливается регулятором напряжения дуги, расположенным на пульте управления сварочного трактора. Скорость сварки устанавливается регулятором скорости сварки, расположенным также на пульте управления сварочного трактора.
Подключение цепей управления автомата к сети осуществляется трехполюсным пакетным выключателем В1.
Перед сваркой нажатием кнопки Кн1 электрод опускается до соприкосновения с изделием, после чего поворотом маховика на бункере открывается подача флюса.
Пуск автомата осуществляется нажатием кнопки Кн2 ("пуск"). При этом срабатывает промежуточное реле Р1 и включает элементы электрической схемы, в том числе и линейный контактор КЛ. Остановка автомата производится нажатием кнопки КнС ("стоп") двойного действия. При этом сначала размыкается цепь двигателя головки, и двигатель останавливается. Подача электродной проволоки прекращается, происходит растяжка дуги. При последующем дожатии этой кнопки отключается промежуточное реле Р1, и схема приходит в исходное положение.
Технические данные
Напряжение питающей сети, В…………………….380
Род тока………………………………………. переменный
Сварочный ток, А…………………………400–1200
Диаметр электродной проволоки, мм………………… 3–6
Скорость подачи электродной проволоки, м/ч…………….36–120
Скорость сварки, м/ч……………………………….15–70
Величина вертикальной настройки мундштука, мм……………80
Поперечное перемещение мундштука, мм……………………60
Угол наклона электрода, град:
вдоль шва…………………………………….+45°… – 15°
поперек шва……………………………………………..90°
Масса проволоки в кассете, кг……………………………12
Емкость бункера для флюса, дм3…………………………..12
номинальная мощность, кВа……………………………….125
Масса автомата, кг………………………………………….65
Кинематические схемы головки и каретки трактора приведены на рисунке 3.


Рисунок 3. – Кинематическая схема трактора: а – головки; б – каретки; 1 – цилиндрическая передача; 2 – червячная пара; 3 – подающий ролик; 4 – муфта; 5 – червячные пары; 6 – ведущие колеса