

Эл. Сварка Понятие сварки
Сваркой называется процесс неразъемного соединения детали путем сближения свариваемых поверхностей на расстояние действия межатомных сил. При нормальных условиях такое сближение невозможно даже при весьма сильном сжатии свариваемых деталей.
Сварке мешают: малая пластичность материалов деталей, покрывающая поверхность детали пленка окислов, загрязнение, пленка и адсорбированных молекул газа и т.д. Для борьбы с помехами используется нагрев места сварки до высокой температуры. Результатом нагрева может быть плавление свариваемых деталей и присадочного материала с образованием сварочной ванны. Сварочная ванна, застывая, образует сварной шов. В этом случае говорят о сварке плавлением. Возможна сварка давлением. В этом случае свариваемы поверхности нагревают до температуры, при которой резко повышаются пластические свойства материалов, а затем детали сдавливают осадочным давлением.
В процессе эл. сварки осуществляется нагрев за счет преобразования в тепло электроэнергии. Чаще всего такое преобразование идет в эл. дуге, либо в обтекаемом током активном сопротивлении. Обычно различают электродуговой, электрошлаковый и электроконтактный способы эл. сварки.
Электродуговая и электрошлаковая сварки относятся к сваркам плавлением, электроконтактная – давлением.
Электродуговая сварка
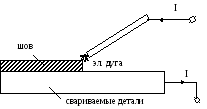
Для нагрева места сварки и плавления металла может быть использована дуга постоянного и переменного тока. Обычно используется дуга прямого действия, которая горит между электродом и свариваемыми деталями. Важное значение имеет материал электродов. Он может иметь очень высокую температуру плавления (угольные, вольфрамовые электроды) и они не принимают участия в формировании сварного шлака. Здесь говорят о сварке неплавящимся электродом. При такой сварке в зону сварки часто вводят дополнительные присадочные материалы.
 Наиболее
широко используется сварка плавящимися
электродами. Металл электродов образует
сварочную ванну вместе с металлом
кромок свариваемых изделий.
Наиболее
широко используется сварка плавящимися
электродами. Металл электродов образует
сварочную ванну вместе с металлом
кромок свариваемых изделий.
Типовая схема:
В процессе сварки приходится обеспечивать:
Зажигание эл. дуги
Поддержание непрерывного горения дуги и постоянность ее длины
Перемещение дуги вдоль сварного шва
Защиту дуги и сварной ванны от действия атмосферного воздуха
Введение в зону сварки электродного металла, также присадочного металла, если он нужен
Гашение дуги по окончании сварки
Ручная дуговая сварка покрытыми плавящимися электродами
 При
ручной сварке операции зажигания и
перемещения дуги выполняет сварщик.
Он вводит в зону сварки электродный
металл и поддерживает неизменной длину
сварочной дуги. Непрерывное горение
дуги и ее устойчивость обеспечивается
свойствами источника питания дуги и
использованием специальных электродных
покрытий. Источники питания должны
поддерживать горение дуги при возможных
изменениях ее длины, т.к. точность
подержания длины дуги сварщика невелика.
Поэтому источники должны иметь круто
спадающую внешнюю характеристику,
близкую в области рабочей точки
характеристике источника тока. Тогда
изменения длины дуги не приводит к
сильным изменениям ее тока.
При
ручной сварке операции зажигания и
перемещения дуги выполняет сварщик.
Он вводит в зону сварки электродный
металл и поддерживает неизменной длину
сварочной дуги. Непрерывное горение
дуги и ее устойчивость обеспечивается
свойствами источника питания дуги и
использованием специальных электродных
покрытий. Источники питания должны
поддерживать горение дуги при возможных
изменениях ее длины, т.к. точность
подержания длины дуги сварщика невелика.
Поэтому источники должны иметь круто
спадающую внешнюю характеристику,
близкую в области рабочей точки
характеристике источника тока. Тогда
изменения длины дуги не приводит к
сильным изменениям ее тока.
![]()
IK – ток к.з.
IP – рабочий ток
Кроме того, в источниках переменного тока должна быть обеспечена достаточная индуктивность цепи дуги. Важную роль в обеспечении устойчивости дуги грает электродное покрытие, нанесенное на поверхность сварочного электрода. Такое покрытие содержит элементы с низким потенциалом ионизации (К, Са). Эти элементы повышают производительность столба дуги. Электродное покрытие, функция которого только стабилизировать горение дуги, называется тонким или слабым. Современные электроды имеют толстое покрытие. Помимо стабилизирующих добавок такое покрытие может содержать компоненты, защищающие дугу и ванну от действия окружающего воздуха и модифицирующие наплавленный метал шва для получения его высоких механических характеристик.
Качество ручной дуговой сварки современными электродами не зависит от рода тока, если толщина свариваемых деталей превышает толщину 2 мм. Поэтому ручная дуговая сварка ведется обычно на переменном токе, поскольку источник переменного тока (трансформатор) дешевле и экономичнее источников постоянного тока. Сварка на постоянном токе используется главным образом в «полевых условиях». Источником питания в этом случае служит сварочный агрегат (генератор постоянного тока, приводимый в действие двигателем внутреннего сгорания). В стационарных условиях ручная сварка на постоянном токе используется для сварки тонких деталей при обратной полярности дуги, для массивных деталей при прямой полярности дуги.
Ручная дуговая сварка трудоемка, вредна для здоровья и требует большого количества квалифицированного персонала. Поэтому в условиях массового производства используют механизированные способы дуговой сварки.