

2. Конструкции и особенности работы индукционных тигельных печей
2.1. ОБЩАЯ ХАРАКТЕРИСТИКА ТИГЕЛЬНЫХ ПЛАВИЛЬНЫХ ПЕЧЕЙ
Печь представляет собой плавильный тигель, как правило, цилиндрической формы, выполненный из огнеупорного материала и помещенный в полость индуктора, подключенного к источнику переменного тока. Металлическая шихта (материал, подлежащий плавлению) загружается в тигель и, поглощая электромагнитную энергию, плавится.
Достоинства тигельных плавильных печей:
а) выделение энергии непосредственно в загрузке, без промежуточных нагревательных элементов;
б) интенсивная электродинамическая циркуляция расплава в тигле, обеспечивающая быстрое плавление мелкой шихты и отходов, быстрое выравнивание температуры по объему ванны и отсутствие местных перегревов, и гарантирующая получение многокомпонентных сплавов, однородных по химическому составу;
в) принципиальная возможность создания в печи любой атмосферы (окислительной, восстановительной, нейтральной) при любом давлении;
г) высокая производительность, достигаемая благодаря высоким значениям удельной мощности (особенно на средних частотах);
д) возможность полного слива металла из тигля и относительно малая масса футеровки печи, что создает условия для снижения тепловой инерции печи благодаря уменьшению тепла, аккумулированного футеровкой. Печи этого типа весьма удобны для периодической работы с перерывами между плавками и обеспечивают возможность для быстрого перехода с одной марки сплава на другую;
е) простота и удобство обслуживания печи, управления и регулирования процесса плавки, широкие возможности для механизации и автоматизации процесса;
ж) высокая гигиеничность процесса плавки и малое загрязнение воздушного бассейна.
К недостаткам тигельных печей следует отнести: относительно низкую температуру шлаков, наводимых на зеркало расплава с целью его технологической обработки (шлак в ИТП разогревается от металла, поэтому его температура всегда ниже), а также сравнительно низкая стойкость футеровки при высоких рабочих температурах расплава и при наличии теплосмен (резких колебаний температуры футеровки при полном сливе металла).
Однако преимущества тигельных печей перед другими плавильными агрегатами настолько значительны, что они нашли в последние годы чрезвычайно
широкое применение в самых разных отраслях промышленности.
В зависимости от того, идет ли процесс плавки на открытом воздухе пли в вакууме (в защитной атмосфере), различают печи: открытые (плавка на воздухе), вакуумные (плавка в вакууме), компрессионные (плавка под избыточным давлением). По организации процесса во времени различают печи: периодического действия, полунепрерывного действия, непрерывного действии.
По конструкции плавильного тигля различают печи: с керамическим (футерованным) тиглем, с проводящим металлическим тиглем, с проводящим графитовым или графитошамотпым тиглем, с холодным тиглем (водоохлаждаемым металлическим тиглем).
2.2. КОНСТРУКТИВНОЕ ВЫПОЛНЕНИЕ ОСНОВНЫХ ЭЛЕМЕНТОВ ПЕЧИ
Индукционные тигельные печи имеют в общем случае следующие основные узлы: индуктор, каркас (или кожух) печи, магнитопроводы или электромагнитные экраны, плавильный тигель, крышку и подину, механизм наклона печи.
Рассмотрим конструктивные особенности упомянутых элементов печи. Индуктор
Индуктор является основным элементом печи, предназначенным для создания электромагнитного поля, индуцирующего ток в загрузке. Кроме своего основного назначения, он должен выполнять также функцию важного конструктивного элемента, воспринимающего механическую и тепловую нагрузку со стороны плавильного тигля и во многом определяющего надежность работы печи в целом.
Нам известно что, на индуктор действуют значительные радиальные электродинамические усилия: витки индуктора подвержены вибрациям (особенно значительным в печах промышленной частоты), которые могут приводить к разрушению изоляции индуктора; расширяющаяся в процессе нагрева футеровка тигля создает значительные осевые усилия, стремящиеся сместить витки индуктора в осевом направлении; наконец, механические изгибающие усилия, возникающие при наклоне печи, могут также привести к деформации витков индуктора. Поэтому вопросу обеспечения достаточной жесткости индуктора уделяется самое серьезное внимание.
Кроме этого, охлаждение индуктора должно обеспечивать отвод тепла, вызываемого электрическими потерями, а электрическая изоляция витков индуктора должна исключать возможность электрического пробоя, приводящего к прожогу трубки индуктора и к возникновению аварийной ситуации.
Таким образом, индуктор тигельной плавильной печи должен обеспечивать; минимальные электрические потери, требуемый расход охлаждающей воды, необходимую механическую прочность и достаточную жесткость, надежную электроизоляцию витков.
Указанные требования удовлетворяются в реальных конструкциях ИТП следующим образом.
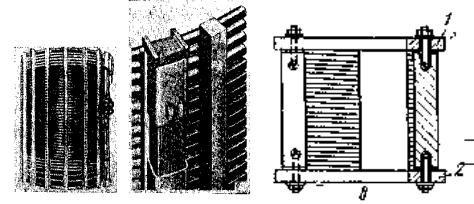
Обычно индуктор тигельной печи представляет собой цилиндрическую однослойную катушку (соленоид), витки которой уложены в виде спирали (спиральный индуктор) с постоянным углом наклона витков, определяемым шагом навивки (рис. 2.1, а), или катушку, все витки которой располагаются в горизонтальных плоскостях, а переходы между соседни-
ми витками осуществляются короткими наклонными участками, такой индуктор обычно называют индуктором с транспозицией витков (рис. 2.1, б).
Достоинством первой конструкции является простота навивки (такой индуктор навивают на барабан, укладывая виток к витку), однако торцовые плоскости индуктора при этом не горизонтальны, что затрудняет осевую стяжку индуктора. Изготовление индуктора с транспозицией сложнее, так как требуются специальные приспособления для выполнения транспозиции, однако торцы индуктора при этом оказываются лежащими в горизонтальных плоскостях, что облегчает стяжку витков индуктора с помощью торцовых плит, нажимных колец и т. п.
Ввиду больших токовых нагрузок индуктор ИТП практически всегда выполняют с водяным охлаждением.
Для обеспечения минимальных электрических потерь в индукторе, необходимо соблюдение следующих условий: а) материал индуктора должен обладать малым удельным электросопротивлением; б) он должен быть немагнитным; в) толщина индуктирующего витка bтр, обращенная к расплаву, должна быть bтр ³
1,57D. Эти условия могут быть удовлетворены, если индуктор выполнять из медной полой трубки круглого (рис. 2.2, а), прямоугольного равностенного (рис. 2.2, б), прямоугольного разностенного (рис.2.2, в) или специального (рис.2.2, г) сечений.
При этом равностенные трубки используются, как правило, для печей повышенной частоты, а разностенные - преимущественно для печей промышленной частоты. Широкое рас-
пространение получил, в частности, профиль, показанный на рис. 2.2, г.
Электроизоляция индуктора должна иметь высокую диэлектрическую прочность, быть пыле- и влагонепроницаемой, противостоять вибрациям и повышенным температурам (порядка 200 - 300° С), быть ремонтоспособной.
На практике применяется несколько способов выполнения межвитковой электроизоляции:
а) воздушная изоляция, когда промежуток между соседними витками выполняется достаточно большим (порядка 10 - 20 мм), чтобы исключить возможность возникновения пробоя. Воздушная изоляция используется при сравнительно невысоком уровне напряжения на индукторе, в тех случаях, когда имеется возможность жестко закрепить каждый виток в отдельности (на печах малой емкости);
б) обмоточная изоляция, когда на индуктирующие витки (на предварительно подготовленную поверхность) наносится слой изоляционного лака, а затем витки индуктора обматываются лентой с высокими диэлектрическими свойствами (например, стекло-микалентой). Лента наматывается обычно «вполуперекрышку». Обмоточная изоляция используется довольно широко;
в) прокладочная изоляция, когда в зазор между витками закладывают прокладки, выполненные, например, из стеклотекстолита. Индуктирующий провод предварительно покрывают изоляционным лаком, а прокладки приклеивают к виткам специальным клеем на эпоксидной основе. Этот вид изоляции применяется, в частности, на печах большой емкости;
г) напыленная изоляция, когда на индуктирующий провод, на предварительно подготовленную его поверхность (обычно производится дробеструйная очистка и обезжиривание) газопламенным или плазменным способом наносится тонкий слой окиси алюминия (А12О3) или двуокиси циркония (ZrO2), обладающих высокими диэлектрическими свойствами и хорошо сцепляющихся с медью индуктора. Сверху на этот слой наносится обычно также слой лака. Этот вид электроизоляции получает широкое распространение в настоящее время;
д) монолитная изоляция индукторов, с применением полиэфирного компаунда находит ограниченное применение (на некоторых заводах) из-за сложности выполнения ремонта индуктора при местных повреждениях трубки или самой изоляции.
Для обеспечения жесткости и механической прочности индуктора применяются следующие способы крепления его витков:
1) с помощью шпилек, выполняемых обычно из латуни, и припаянных или приваренных к наружной стороне трубки индуктора, каждый его виток крепится к вертикальным изоляционным стойкам (выполненным из текстолита, асбоцемента или твердых пород дерева).
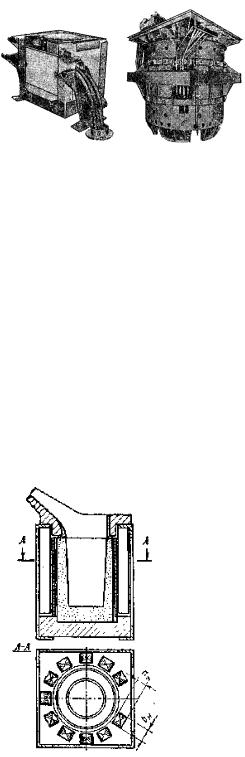
На рис. 2.3, а показан общий вид индуктора плавильной печи промышленной частоты, каждый виток которого закрепляется с помощью шпилек и вертикальных реек 2 (рис. 2.3, б) в данном случае их шестнадцать, на малых печах
бывает достаточно четырех реек. С помощью этих реек индуктор фиксируется
вкорпусе печи. Между рейками устанавливаются пакеты магнитопроводов 3;
2)с помощью верхнего и нижнего 2 нажимных колец или фланцев все витки индуктора вместе стягиваются в осевом направлении продольными стяжками, а радиальная фиксация витков осуществляется вертикальными рейками, выполненными из изолирующего материала или пакетами магнитопроводов (если они имеются). Пример выполнения индуктора описанной конструкции показан на рис. 2.3, в. Здесь осевая стяжка реализуется с помощью нажимных фланцев и вертикальных стоек;
3)необходимая жесткость индуктора может быть обеспечена также заливкой его в компаунд.
Рис. 2.3. Способы крепления индуктора
Каркас печи
Каркас (кожух) служит конструктивной базой для крепления всех основных элементов печи. При этом к каркасу предъявляются два основных требования:
1)обеспечение максимальной жесткости всей конструкции в целом;
2)минимальное поглощение мощности элементами каркаса (поскольку они находятся в магнитном поле рассеяния индуктора).
Внастоящее время в тигельных печах применяют следующие две основные конструктивные схемы каркаса:
1) каркас, имеющий форму прямоугольного параллелепипеда, ребра (рис. 2.4, а) которого выполнены из немагнитного материала (например, из дюралюминиевого уголка или из немагнитной стали), а грани закрыты асбоцементными листами. С такими каркасами изготавливают печи малой емкости (менее 0,5 т)
илабораторные печи. С целью уменьшения нагрева металлических уголков каркаса отдельные его металлические элементы изолируют друг от друга изоляционными прокладками для исключения в раме каркаса кольцевых токов. Индуктор в таком каркасе обычно прикрепляют к нижней и верхней асбоцементным плитам;
2) металлический каркас, обычно цилиндрической формы, выполненный в виде сплошной обечайки из толстого стального листа с вырезами («окнами») для доступа к индуктору (рис. 2.4, б); или в виде «беличьей клетки», образованной вертикальными металлическими стойками приваренными к верхнему и нижнему опорным кольцам. Между
а) |
б) |
стойками имеется доступ к индуктору. |
Рис. 2.4 Конструктивные схемы каркасов ИТП |
||
|
|
Такие каркасы применяют обычно в пе- |
чах средней и большой емкости.
Магнитопроводы и экраны
На практике применяются три способа уменьшения потерь в каркасе от полей рассеяния:
а) удаление металлических элементов каркаса на достаточное расстояние от индуктора с устранением замкнутых контуров тока в каркасе;
б) применение пакетов магнитопроводов, устанавливаемых между индуктором и каркасом и выполненных из листовой электротехнической стали толщиной 0,2; 0,35 или 0,5 мм;
в) применение электромагнитных экранов в виде сравнительно тонких (превышающих, однако, глубину проникновения тока) медных или алюминиевых листов, и располагающихся непосредственно у внутренней поверхности кожуха.
|
Поскольку металлический корпус (рис. 2.4, б) |
|
образует замкнутый контур вокруг индуктора, то |
|
применение экранов в этом случае оказывается неиз- |
|
бежным. Как правило, в промышленных печах ис- |
|
пользуют пакетов магнитопровода в печи. На рис. 2.5 |
|
схнматически показано размещение пакетов магнито- |
|
провода в печи. |
|
Магнитопроводы, кроме своего основного на- |
|
значения (проведения внешнего магнитного потока |
|
внутри каркаса), выполняют функцию конструктив- |
|
ного элемента, обеспечивающего жесткость индукто- |
|
ра и печи в целом. Это достигается благодаря тому, |
|
что фиксацию и радиальную стяжку индуктора осу- |
Рис. 2.5. Размещение пакетов |
ществляют пакетами магнитопроводов, прижимае- |
магнитпровода в печи |
мых к индуктору специальными нажимными болта- |
|
ми, смонтированными в корпус печи. Усилие нажа- |
тия может регулироваться. Фиксация индуктора в осевом направлении может осуществляться с помощью кронштейнов, приваренных к боковым щекам маг-
нитопроводов (к верхним скобам) и шпилек, притягивающих пакеты магнитопроводов к днищу печи. Благодаря такому конструктивному решению все усилия, возникающие при работе печи и воспринимаемые индуктором, передаются через магнитопроводы на корпус и на днище, что позволяет разгрузить футеровку и повысить ее стойкость и надежность печи в целом.
Применение магнитопроводов позволяет уменьшить габариты печи, дает возможность изготавливать кожух из ферромагнитной (конструкционной) стали и тем самым уменьшить стоимость печи.
Плавильный тигель, крышка и подина
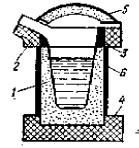
Футеровка тигельной печи состоит (рис. 2.6) из плавильного тигля со сливным носком 2 и, так называемым, «воротником» 3, подины 4, крышки 5 и слоя тепловой изоляции 6.
Плавильный тигель является одним из самых ответственных узлов печи, в значительной степени определяющим ее эксплуатационную надежность. Поэтому к тиглю и к используемым футеровочным материалам предъявляются следующие, требования:
1)огнеупорные материалы должны обладать высокой огнеупор-ностью и термостойкостью, а также химической стойкостью по отношению к расплавленному металлу и шлаку при рабочих температурах;
2)материал тигля должен сохранять изоляционные свойства во всем диапазоне температур (до 1600 – 1700°С, для черных металлов);
3)тигель должен иметь по возможности минимальную толщину стенок для получения высокого значения электрического КПД.;
4)тигель должен быть механически прочным в условиях воздействия высоких температур, большого металлостатического давления, значительных механических усилий, возникающих при наклонах печи, ударных нагрузках, возникающих при загрузке и осаживании шихты и чистке тигля;
5)материал тигля должен иметь малый коэффициент линейного (объемного) расширения для исключения возникновения трещи в тигле в условиях вы-
соких значений градиента температур в стенке (до 3×104 °С/м) и для снижения термических напряжений в тигле;
6) технология изготовления и конструкция футеровки и тепловой изоляции печи должны обеспечивать условия для существования в течение всей кампании печи неспекшегося (буферного) наружного слоя, прилегающего к индуктору, и исключающего образование сквозных трещин и проникновение расплава
квиткам индуктора.
Виндукционных тигельных печах в зависимости от марки выплавляемого металла, уровня температуры и особенностей технологического процесса применяют три вида футеровок: кислую, основную и нейтральную.
Кислая футеровка выполняется из огнеупорной массы, содержащей более 90% (до 98%) окиси кремния (SiO2), небольшое количество окислов других металлов (А12О3, Fе203, МnО и др.) и 1 – 1,5% борной кислоты. Стойкость кислых тиглей 80 – 100 плавок.
Основная футеровка выполняется из массы, содержащей преимущественно магнезит (окись магния МgО) – до 85%, примеси других окислов (СаО, SiO2, Fe2O3, и др.) и жидкое стекло. Стойкость тиглей колеблется от 40 – 50 (для малых печей) до 18 – 20 (для печей емкостью свыше 1 т) плавок.
Нейтральная футеровка содержит в основном окислы А12О3, и ZrO2 с добавкой плавленого магнезита. Стойкость тиглей, выполненных из нейтральной футеровочной массы, во многих случаях выше, чем в двух предыдущих случаях. В последнее время нейтральная футеровка получает широкое применение для тигельных печей.
Плавильный тигель изготавливают обычно путем набивки его непосредственно в печи. Для этого предварительно устанавливают по оси индуктора шаблон, имеющий форму внутренней поверхности тигля и выполненный из листовой стали, а внутреннюю поверхность индуктора покрывают специальной обмазкой и устанавливают тепловую изоляцию (обычно используют для этой цели листовой асбест). Приготовленную огнеупорную массу (обычный зерновой состав 0,5 – 3,0 мм) засыпают в пространство между шаблоном и теплоизоляцией и послойно уплотняют (трамбуют) вручную или пневматической трамбовкой. После набивки тигля его сушат, спекают, проводят обжиговую или промывочную плавку, а затем ведут рабочие плавки.
Для контроля футеровки в процессе эксплуатации печи применяют сигнализатор состояния футеровки тигля, который дает сигнал на отключение печи при уменьшении толщины стенки ниже допустимой величины, а также в случае прохода металла в трещины.
Подина печи, служащая основанием, на которое устанавливают тигель и индуктор, обычно выполняется из шамотных кирпичей или блоков (для больших печей) или из асбоцементных плит, уложенных одна па другую (для малых печей).
Крышка печи, служащая для уменьшения тепловых потерь излучением, выполняется обычно из конструкционной стали и футеруется изнутри. Открывание крышки осуществляется либо вручную с помощью системы рычагов (на малых печах), либо с помощью специального привода (гидроили электромеханического).
Механизм наклона печи
Для слива металла из тигля после окончания плавки печь наклоняют на угол 95 – 100°. Чтобы уменьшить длину струи при разливке и не перемещать разливочный ковш в соответствии с перемещением сливного носка печи, ось наклона печи стремятся размещать вблизи носка или непосредственно под ним.