

Режимы модифицирования магниевых сплавов
|
Модификатор |
Расход, % |
Температура модифицирования, °С |
Время, мин | |
|
замешивания |
отстаивания | |||
|
Мел |
0,5...0,6 |
760... 780 |
5...8 |
15...40 |
|
Мрамор |
0,5...0,6 |
760... 780 |
5...8 |
15...40 |
|
Магнезит |
0,3...0,4 |
720... 730 |
8...12 |
15...40 |
|
Гексахлорэтан |
0,3...0,4 |
720... 760 |
8...12 |
15...40 |
|
Хлорное железо |
0,4...0,5 |
720... 760 |
5...8 |
10...40 |
|
Цирконий |
0,5...0,8 |
— |
7 |
— |
|
Магниево-циркониевая лигатура (12 % Zr) |
10,0 |
850...900 |
19...20 |
10...15 |
|
Фторцирконат калия |
8...10 |
930 . |
20...30 |
20...30 |
|
Кальций |
0,08...0,15 |
770... 780 |
— |
10...15 |
Раздачу металла из печи производят ковшами, промытыми расплавленным карналлитом или флюсом ВИ2. Остаток металла в тигле, загрязненного неметаллическими включениями и флюсом, после каждой плавки сливают, переплавляют и рафинируют. Этот остаток составляет 25... 30 % объема тигля.
Особенности бесфлюсовой плавки. Большинство флюсов, применяюшихся при плавке магния, содержат хлориды щелочных и щелочноземельных металлов. При попадании частиц флюса в тело отливки образуются очаги интенсивной коррозии. Интенсивность процесса коррозии объясняется высокой гигроскопичностью хлоридов:
MgCl2 + 2Н20 = Mg(OH)2 + 2НС1, 2НС1 + Mg = MgCl2 + Н2.
Кроме того, применение флюсов существенно ухудшает условия труда. Поэтому в настоящее время широко применяют плавку в среде нейтральных газов. Плавку ведут в выемных стальных тиглях, закрытых крышкой. Во время плавки и разливки под крышку подается защитный газ. Чаще всего в производственных условиях используется смесь сухого воздуха и шестифтористой серы SF6. Могут быть использованы также углекислый газ и смесь воздуха и фторида бора.
Для снижения окисляемости в магний и его сплавы вводят бериллий или кальций. Для сплавов магния, содержащих до 10 % алюминия, достаточно до 0,07 % Be от массы сплава.
15.3. Плавка сплавов на основе цинка
Физико-химические особенности процесса. Цинк является тяжелым легкоплавким металлом; ^ я 420 °С, р = 7,13 кг/дм3. Низкая температура кипения цинка (*кип = 907 °С) ограничивает допустимую температуру металла при плавке всех сплавов, в которые он входит. Энтальпия цинка при 500 °С (около 300 кДж/кг) в три раза ниже, чем энтальпия расплавленного алюминия. Удельное электрическое сопротивление расплава цинка 0,35-10~6 Омм.
При низких температурах на воздухе цинк окисляется, образуя плотную защитную пленку из Zn03- 3Zn(OH)2. Однако в плавильных печах цинк окисляется по реакциям:
2Zn + 02 = 2Zn0, Zn + Н20 = ZnO + Н2, Zn + С02 = ZnO + CO.
Для защиты от окисления можно вести плавку в защитной или нейтральной атмосфере, например в среде азота. Однако на практике в большинстве случаев оказывается достаточным не допускать перегрева металла выше температуры 480 °С, при которой начинается интенсивное окисление и насыщение газами цинка. При данной температуре цинк и его сплавы не оказывают заметного влияния на огнеупорную футеровку печи и чугунный или стальной тигель. Повышение температуры приводит к растворению железа тигля в расплаве цинка.
Печи для плавки цинковых сплавов. Учитывая низкую температуру плавления и кипения цинка, плавку цинковых сплавов ведут обычно в тигельных печах, нагреваемых путем сжигания топлива или использования электрического сопротивления и индукции. В дуговых печах плавить цинковые сплавы не следует, так как неизбежный локальный перегрев металла вблизи горения дуги приводит к интенсивному испарению и окислению цинка. Индукционные канальные печи используются для плавки цинковых сплавов. На КамАЗе сплав ЦАМ10-5 для литья под давлением выплавляли в трех индукционных канальных печах емкостью по 2 т с нейтральной футеровкой. Однако перегрев металла в канале приводит к неустойчивости электрического режима плавки (так называемой цинковой пульсации) и принуждает ограничивать мощность, передаваемую в печь.
Технология плавки. Основную часть шихты обычно составляют сплавы цинковые литейные в чушках, свой возврат и лом цинковых сплавов. В качестве покровных флюсов используют смесь хлоридов кальция, калия и натрия, хлористый аммоний или криолит. Для подшихтовки используют первичный алюминий в чушках, катодную медь и магний металлический. Все компоненты шихты должны быть очищены от масел, влаги и других включений. Плавку ведут, не допуская перегрева ванны выше 480 °С. По результатам экспресс-анализа проводят корректировку химического состава.
Для ввода магния используют стальной колокольчик. При получении заданного химического состава металл перегревают до 440...450°С и переливают в ковш, нагретый до той же температуры. В ковше под вытяжным зонтом производят рафинирование расплава таблетками комплексного дегазатора «Дегазер», в составе которых 87% гексахлорэтана, 12,7% NaCl, 0,3% ультрамарина. Рафинирование можно проводить также отстаиванием, продувкой инертными газами и фильтрацией.
15.4. Плавка медных сплавов
Физико-химические особенности процесса. Чистая медь имеет плотность р = 8,9 кг/дм3 и плавится при температуре 1083 °С. Энтальпия расплавленной меди составляет 720 кДж/кг, а ее удельное электрическое сопротивление в жидком состоянии 0,2 • 10~6 Ом • м.
В связи с чрезвычайно низкими литейными свойствами в чистом виде медь для изготовления фасонных отливок не применяется.
Литейные латуни — сплавы меди, содержащие 16...40% Zn, могут быть легированы также алюминием, кремнием, свинцом и другими элементами. В зависимости от состава латуни температура перегрева в печи колеблется в пределах 1000... 1050 °С.
Бронзы оловянистые могут быть также легированы свинцом и цинком, но содержание последнего не превышает 12 %.
Безоловянистые бронзы в качестве легирующих могут содержать алюминий, никель, марганец, железо, свинец, бериллий и др. Температура перегрева бронз в печи (1100... 1400°С) выше, чем латуней.
Медь имеет меньшее сродство к кислороду, чем большинство легирующих элементов, входящих в состав бронз и латуней. Поэтому при плавке в открытых печах медь окисляется, но затем передает кислород более активным легирующим элементам. Эти элементы играют роль своеобразных раскислителей, образуют твердые, жидкие и газообразные оксиды, медленно всплывающие или осаждающиеся в расплаве. Учитывая высокую стоимость легирующих элементов и специфику их окисления в медных расплавах, важнейшей задачей плавки является защита металла от окисления.
Медные сплавы склонны к газопоглощению. Содержание водорода в бронзах может достигать 20 см3/Ю0 г расплава. С повышением температуры интенсивность взаимодействия с газами увеличивается. Наиболее подвержены влиянию атмосферы печи сплавы, легированные алюминием и кремнием.
Медные сплавы имеют высокую электропроводность, поэтому плавка их в индукционных печах (особенно тигельных) характеризуется низким электрическим КПД и повышенным расходом электроэнергии. Однако затраты на электроэнергию составляют несущественную часть по сравнению со стоимостью шихты для плавки медных сплавов.
Печи для плавки медных сплавов. В современном литейном производстве для плавки медных сплавов наибольшее распространение получили электрические печи.
Индукционные тигельные печи характеризуются большим расходом электроэнергии на плавку, чем канальные, но упрощают переход на другой состав металла и простой в нерабочие смены.
Однофазные дуговые печи (рис. 15.2) с независимой дугой используются для плавки бронз, не содержащих цинка. Применение таких печей для плавки латуней и бронз, легированных цинком, недопустимо. Это объясняется тем, что в зоне горения дуги может происходить интенсивное испарение цинка (его = 907 °С), пары которого опасны для здоровья персонала цеха.
Вакуумные печи также не применяются для плавки латуней в связи с неизбежным испарением цинка.
Рис.
15.2. Схема однофазной печи с независимой
дугой: 1
— корпус печи;
2 —
графитовый электрод;
3
— загрузочное окно;
4
— опорный
ролик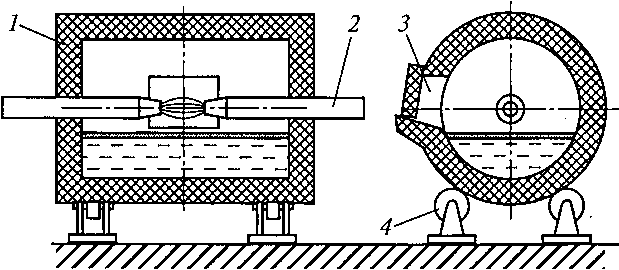
Футеровка печи в значительной степени определяет величину угара элементов (см. подразд. 8.4). Медные сплавы легированы элементами, образующими как основные, так и кислые оксиды. Поэтому для уменьшения угара легирующих элементов в наибольшей степени подходят нейтральные огнеупоры — высокоглиноземистые и хромитовые; полукислые — шамотные и тигли — гра- фитошамотные и графитокарборундовые.
На КамАЗе для плавки медных сплавов использовались индукционные тигельные печи с высокоглиноземистой футеровкой емкостью 1,4 т и 11 печей серии ИСТ-04, а также канальные печи емкостью от 2 до 4,5 т.
Технология плавки. Ш и хт а. В состав шихты могут входить первичные металлы, сплав в чушках, возврат и лом медных сплавов. Для корректировки химического состава расплава применяют чистые первичные металлы (цинк, медь, олово в прутках) или лигатуры (табл. 15.5). Расчет шихты следует проводить аналогично расчету шихты для алюминиевых сплавов. Последовательность ввода
Таблица 15.5