

Плавка сплавов цветных металлов
15.1. Плавка сплавов на основе алюминия
Физико-химические особенности процесса. При рассмотрении технологии плавки алюминиевых сплавов наряду с общеизвестными физическими свойствами алюминия — низкой плотностью (2,7 т/м3) и сравнительно низкой температурой плавления (658 °С) следует отметить его высокую теплоемкость и скрытую теплоту плавления. Энтальпия жидкого алюминия при 700 °С сопоставима с энтальпией чугуна при 1250 °С (950 и 1050 кДж/кг соответственно). Удельное электрическое сопротивление расплава алюминия 0,24-10~6 Омм, т.е. примерно в 6 раз ниже, чем расплава стали. Небольшая величина удельного электрического сопротивления алюминия уменьшает электрический КПД плавки в индукционных печах.
В зависимости от состава газовой фазы печи алюминий может вступать во взаимодействие с кислородом, С02 и парами воды по реакциям:
4А1 + 302 = 2А1203, 2А1 + ЗС02 = А1203 + ЗС0, 2А1 + ЗН20 = А1203 + ЗН2.
Оксидная пленка А1203, образующаяся на поверхности металла, защищает его в дальнейшем от воздействия газовой фазы. Однако защитные свойства оксидной пленки могут меняться под воздействием различных материалов, применяемых во время плавки. Калий, натрий и другие щелочные и щелочноземельные металлы, а также цинк, гексахлорэтан (С2С16), фториды бора и кремния разрыхляют пленку, делая ее проницаемой для газов. Наоборот, бор, фтор и газообразные фториды уменьшают газопроницаемость пленки.
В результате взаимодействия алюминия с парами воды происходит не только его окисление, но и образование водорода, который легко растворяется в расплаве. Содержание водорода в перегретых сплавах алюминия на практике может достигать 3 см3 на 100 г металла. В процессе кристаллизации растворимость водорода уменьшается в 10 раз, что приводит к образованию газовых раковин и пористости. Источниками образования паров воды помимо продуктов сгорания топлива могут являться влага кусков шихты и гигроскопичных флюсов, непросушенная футеровка печи и инструмент, применяемый при плавке, а также некоторые виды лигатур. Содержащиеся в алюминиевом сплаве Си и Si уменьшают растворимость в нем водорода, a Mg, Ti, Li, Be, Na, Ca и Zr увеличивают.
Алюминий может взаимодействовать также с кремнеземом кислой футеровки, восстанавливая его, но развитие этой реакции сдерживается образованием оксидной пленки А1203 на поверхности зерен футеровки.
Печи для плавки алюминиевых сплавов. Для футеровки печей используют шамот или высокоглиноземистые материалы. В зависимости от назначения алюминиевых сплавов, масштаба производства и условий литейных цехов плавки проводят в разнообразных плавильных печах, как топливных, так и электрических.
Индукционные тигельные печи промышленной частоты используют для плавки алюминия в крупносерийном производстве. Среднечастотные печи также используются для плавки алюминиевых сплавов. По принципу действия индукционные тигельные печи для плавки алюминия аналогичны печам, используемым для плавки чугуна и стали. Следует, однако, учитывать, что в связи с высокой электропроводностью алюминия электрический КПД печи значительно ниже, чем при плавке железоуглеродистых сплавов.
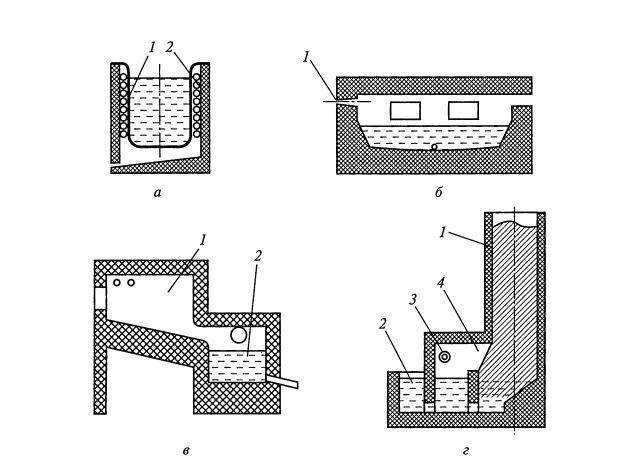
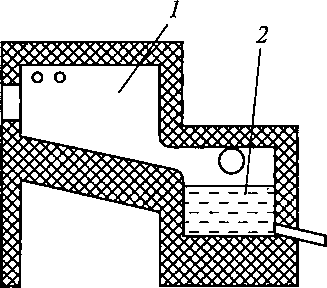
Рис. 15.1. Печи для плавки алюминия: а — тигельная печь сопротивления: 1 — тигель; 2 — нихромовая спираль; б — пламенная отражательная печь: 1 — горелка; в — двухкамерная газовая печь: 1 — плавильная камера; 2 — накопительная камера; г — шахтно-отражательная печь: 1 — шахта; 2 — карман выдачи металла; 3 — горелка; 4 — отражательная часть
Индукционные канальные печи позволяют создать максимально благоприятные условия для плавки алюминия при низком расходе электроэнергии на плавку. Однако в процессе плавки алюминия на стенках канала печи откладывается тугоплавкий оксид алюминия, это приводит к необходимости очищать канал от нароста каждые 3 — 4 плавки. Снижение производительности печей и увеличение расхода электроэнергии на плавку, связанные с очисткой канала от нароста, являются серьезным недостатком, препятствующим широкому использованию таких печей для плавки алюминиевых сплавов.
Электрические печи сопротивления —нагревательные элементы из хромоникелевых сплавов обеспечивают температуру в рабочем пространстве печи не выше 1100°С, а керамические — не выше 1300 °С. При этом продолжительность плавки алюминия составляет 2,5...4,5 ч. Печи сопротивления в связи с низкой производительностью в современных литейных цехах используются, главным образом, как раздаточные. На рис. 15.1, а показана тигельная печь сопротивления с чугунным литым тиглем 1 и проволочным спиральным нагревателем 2.
Во избежание загрязнения алюминиевого расплава железом и разъедания тигля на его внутреннюю поверхность наносят слой обмазки, состоящей из 60 % магнезитового порошка, 30 % огнеупорной глины, 10 % графита и жидкого стекла в качестве связующего. Вместо магнезитового порошка часто используют мелкий кварцевый песок.
Топливные печи используют при небольших объемах производства для плавки алюминиевых сплавов. Это тигельные печи с чугунным тиглем, обогреваемые газом или мазутом.
Пламенные отражательные печи (рис. 15.1, б) отличаются высокой производительностью (более 5 т/ч) и возможностью получить за одну плавку большое количество жидкого металла. Пламя, получаемое от сжигания топлива в горелках 7, направляется («настилается») на свод печи. Теплота передается металлу путем отражения от свода и излучения пламени. Такая конструкция печей позволяет уменьшить отрицательные последствия контакта пламени с жидким металлом.
Шахтно-пламенные печи (рис. 15.1, г) имеют шахту 1 и отражательную часть 2, в которой расположены газовые горелки 3. Готовый металл выдается через карман 4.
Технология плавки алюминиевых сплавов. Основные технологические приемы, используемые при плавке большинства алюминиевых сплавов, примерно одинаковы и не зависят от типа плавильного агрегата. Исключением являются сплавы, легированные большим количеством магния (5... 10 %), а также жаропрочные и коррозионно-стойкие сплавы.
Процесс приготовления жидкого металла можно разделить на несколько этапов: пуск печи, подготовка и загрузка шихты, расплавление и перегрев металла, рафинирование и в некоторых случаях модифицирование.
Пуск печи после капитального ремонта футеровки требует продолжительного и равномерного нагрева во избежание растрескивания футеровки. Эта операция во многом определяет длительность эксплуатации печи. Чем сложнее конструкция футеровки и больше ее габариты, тем продолжительнее должен быть период сушки и разогрева. Сушка футеровки индукционной тигельной печи продолжается обычно в течение нескольких суток. Газопламенные печи для плавки алюминия на ВАЗе сушат и разогревают около 30 сут, а продолжительность их бесперебойной работы после этого не менее семи лет.
Непросушенные футеровка и плавильный инструмент являются, кроме того, причиной газовой пористости в отливках.
Шихта для плавки алюминиевых сплавов не должна быть влажной и загрязненной маслом, эмульсией, землей. Все компоненты шихты, вводимые в жидкий металл, должны быть нагреты до 150... 200 °С во избежание выбросов металла. В состав шихты входят чушковый первичный алюминий и первичные литейные алюминиевые сплавы, возврат, лом и отходы. Тугоплавкие легирующие элементы, например никель, медь, марганец, титан, а также легкоокисляющиеся элементы вводят в виде лигатур с целью облегчения их растворения и уменьшения угара. В табл. 15.1 приведены составы и температуры плавления лигатур, а также температура расплава, при которой легирующий компонент вводится в расплав при выплавке лигатуры. Выплавку лигатур лучше всего проводить в индукционных тигельных печах.
Тугоплавкие лигатуры выплавляют в шамотно-графитовых тиглях. Плавку ведут под покровными флюсами. После расплавления
Таблица 15.1