

Лекция_7
.pdfПлан лекции:
1.Введение. Элетрохимическое осаждение
2.Гальваническое покрытие благородными металлами
3.Оборудование для электрохимического осаждения
31
Определение
Гальванические ванны - емкости, содержащие рабочие растворы, в которых выполняются подготовительные, основные (процессы нанесения покрытий) и заключительные операции химической или гальванической (электрохимической) обработки поверхности деталей, являются основным видом оборудования гальванических цехов и участков.

Защита корпусов гальванических ванн
Футеровка, т.е. облицовка внутренних поверхностей металлических корпусов гальванических ванн химически стойкими материалами, выполняет двоякую роль: защищает стенки ванн от разрушения при воздействии растворов и предохраняет раствор от загрязнений продуктами растворения материала стенок. Кроме того футеровка металлической ванны, предназначенной для проведения электрохимических процессов, препятствует прохождению тока по корпусу ванны. В отсутствии футеровки электрическое поле искажается. Часть тока протекает по стенкам ванны в силу значительно большей электропроводности металла по сравнению с электролитом. На боковых стенках (а) будет происходить осаждение металла анода, дно (б) под деталью будет растворяться, а покрытие на детали будет отличаться значительной неравномерностью по толщине - на нижнем крае детали покрытие будет отличаться повышенной толщиной и иметь плохое качество (подгар, губка и т.п.).
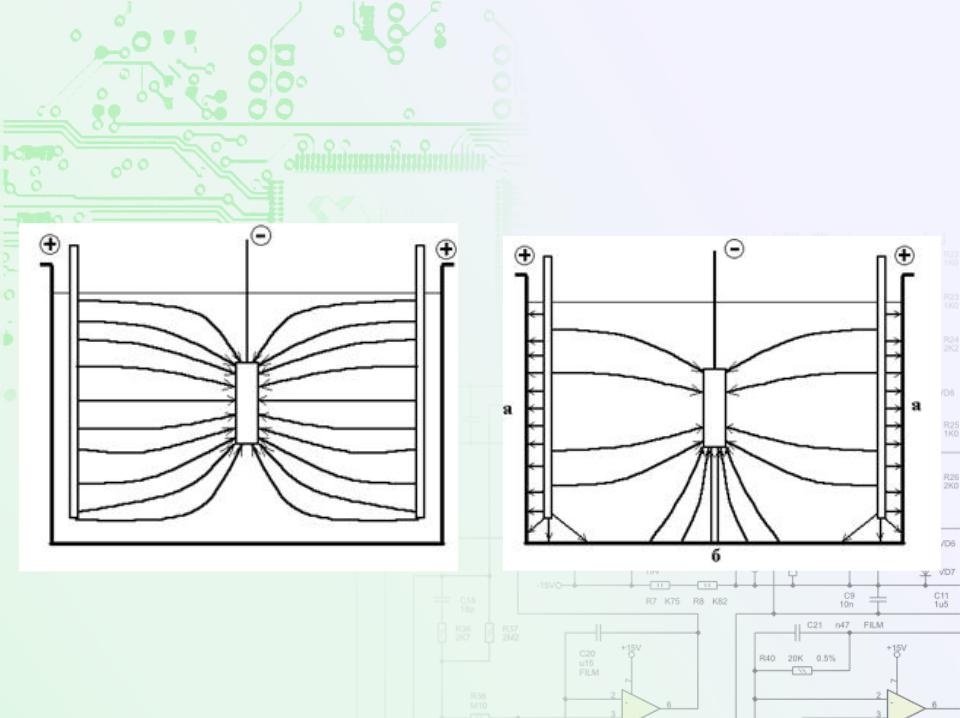
Распределение силовых линий в гальванической ванне
Схема распределения силовых линий в ванне с непроводящими стенками
Схема распределения силовых линий в ванне с проводящими стенками

Очистные сооружения
Очистные сооружения входят в состав гальванических линий. В зависимости от состава и величины общего солесодержания исходной воды (поступающей из водопровода или артезианских скважин), используются мембранные аппараты с различными значениями селективностей. Для обеспечения требований глубокого обессоливания, фильтрат обратноосмотических установок проходит последовательно фильтры с катионитом и анионитом. Используются фильтры "картриджного" типа, замена или регенерация которых производится через 300-500 часов непрерывной работы.
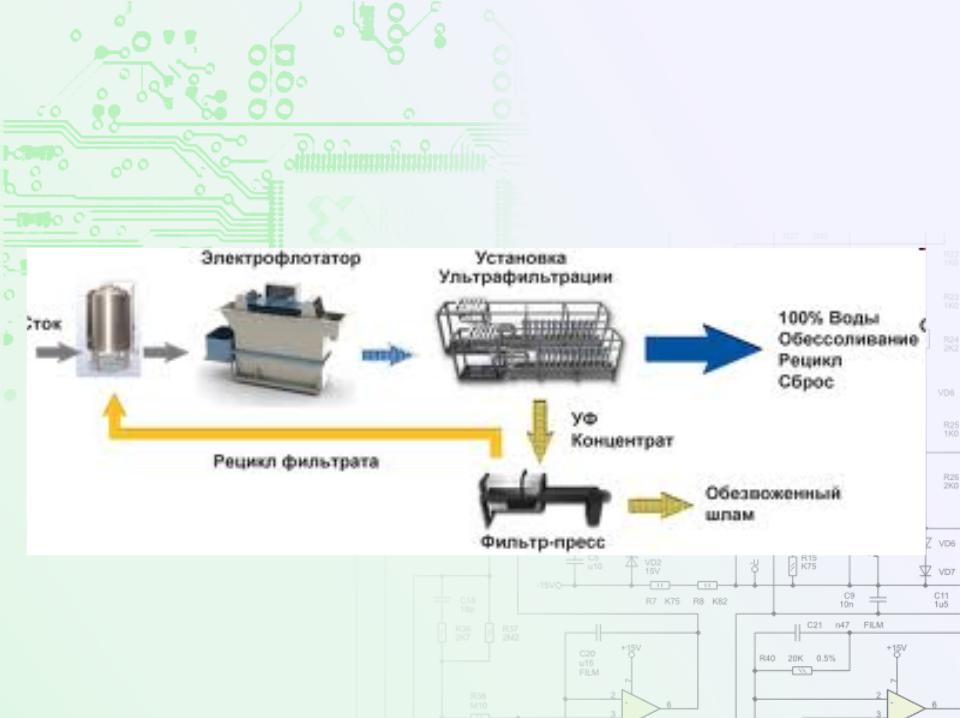
Очистные сооружения
Ваши вопросы: