

1.Заливка форм осуществляется в вакууме; 2. Использование высокоогнеупорных материалов для форм (80% отливок из керамических форм).
35.Особенности конструкции отливок

Рис. 62. Нетехнологичные (1) и технологичные (2) конструкции бобышек, ребер, фланцев отверстий в отливках

а б в г
Рис. 63. Конструкции нетехнологичных (а, в) и технологичных (б, г) литых деталей: 1 – жеребейка

а б в г
Рис. 64. Влияние конструктивных уклонов на упрощение технологического процесса изготовления отливок (а, в – нетехнологично, б, в – технологично)

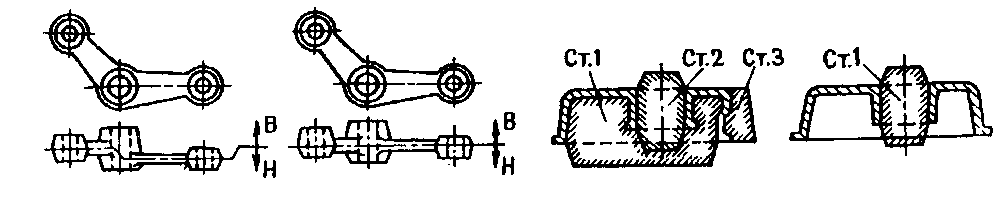
Рис.65. Примеры улучшения технологичности литых деталей
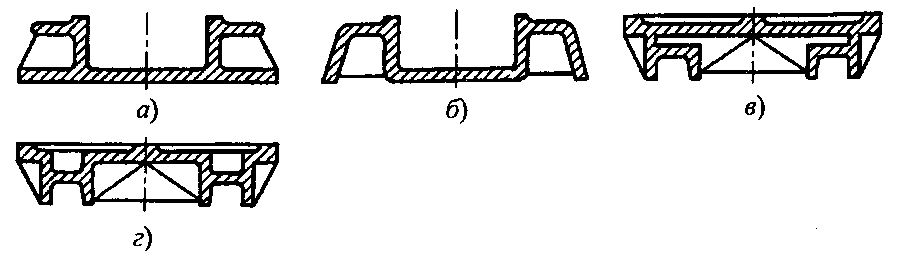
Рис. 66. Устройство пазов и узких полостей в конструкциях литых деталей:
а.в – нетехнологично, б,г - технологично
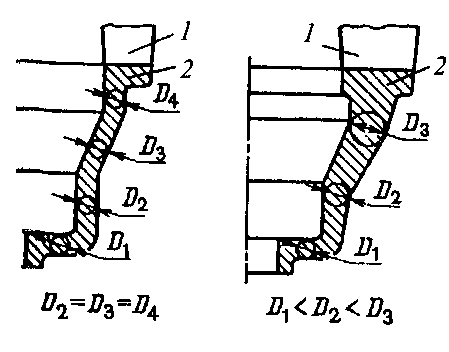
Рис. 67. Конструкции литых деталей, обеспечивающих одновременное (а) и направленное (б) затвердевание отливок: 1 - прибыль; 2 — отливка
Отливки, затвердевающие одновременно, должны иметь равномерную толщину стенок с плавными переходами (рис. 67, а). Принцип одновременного затвердевания применяют при конструировании мелких и средних тонкостенных отливок из чугуна и других сплавов. При направленном затвердевании (рис. 67, б) верхние сечения отливок питаются от прибылей. Принцип направленного затвердевания применяют при конструировании литых деталей с повышенными требованиями к герметичности отливок.
а б в г
Рис. 68. Нетехнологичные (а, в) и технологичные (б, г) конструкции литых деталей

Рис. 69. Конструкции отливок:
а - рациональные; б – нерациональные

Рис. 70. Рекомендуемые переходы от одной стенки к другой в литых деталях: а) А/а<1,75; б) А/а>1,75
При разработке отливок необходимо стремиться (рис.62-70):
к равностенности (рис.62, 70);
к тонкостенности;
к плавным переходам, радиусам скруглений в местах сопряжений и в острых углах для избегания трещин(рис.70);
к уклонам (рис.64, 65, 66) на необрабатываемых поверхностях, перпендикулярных плоскостям разъема (рис. 64);
к изготовлению отверстий и окон при литье (при этом длина меньше трех диаметров);
к ребрам жесткости с углами 10-36°, с высотой не более пяти толщин;
к высоте бобышек и приливов не более толщины основной стенки на 2-4мм (рис.62);
к методу “световых теней” (рис.69),
к уменьшению количества стержней (рис.63, 68).
На конструкцию детали с точки зрения технологичности влияет:
материал, толщина стенки, размеры, тип производства, метод литья, возможность автоматизации.
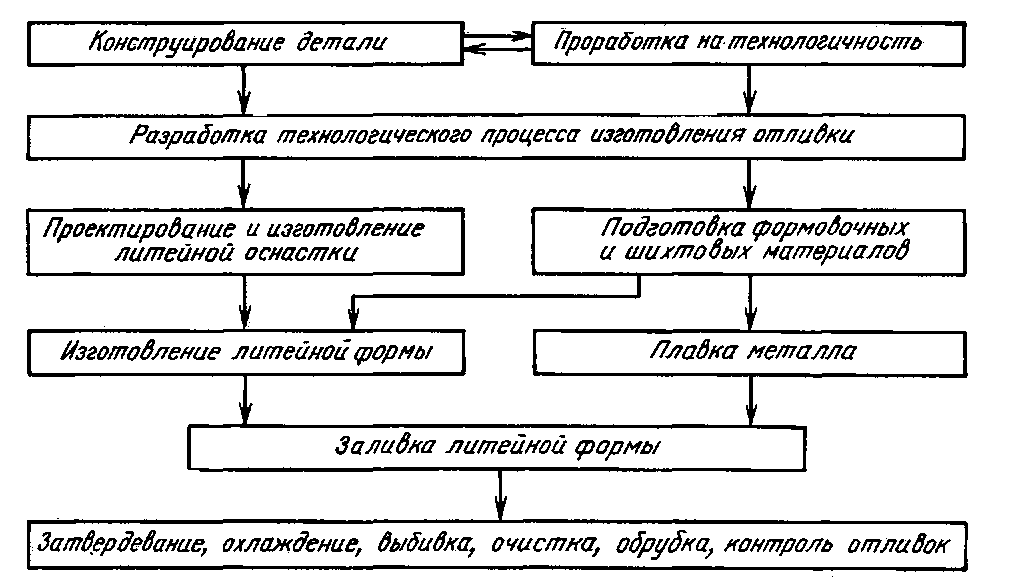
Рис. 71 Общая технологическая схема изготовления отливок
Изготовление отливок в песчано-глинистых формах
Сущность способа заключается в заливке жидкого сплава в песчаную форму, полость которой имеет конфигурацию отливки.
В зависимости от вида сплава, массы и габаритов отливки, а также от типа производства применяют сырые, сухие или подсушенные песчано-глинистые формы.