

Предварительная обработка заготовок типа тел вращения
НАЛАДКА - это подготовка станка к работе, которая заключается в установке и закреплении инструмента, приспособления, обрабатываемой заготовки и т.д.
НАСТРОЙКА - сообщение заданных скоростей перемещения исполнительных органов станка (настраивается заданное число оборотов шпинделя, подач и т.п.)
11.Обработка заготовок на токарных станках
На станках токарной группы обрабатываются заготовки типа тел вращения, при этом главное движение – вращение заготовки, движение подачи – поступательное движение режущего инструмента (параллельно оси – продольная подача; перпендикулярно – поперечная; или под углом к оси вращения).

а) б) в) г) д)

е) ж) з) и) к)
Рис.22. Типы токарных резцов:
а -проходные прямые; б— проходные отогнутые; в — проходные упорные; г, д — подрезные; е — расточные для обработки сквозных отверстий; ж— расточные для обработки глухих отверстий; з — отрезные; и—фасонные, к— резьбовые
На токарных станках проводится различными резцами обработка
Н (квалитет) Ra (мкм)
обдирочная 16-17
черновая 12-16 100-25
получистовая 11-13 50-12,5
чистовая 10-11 12,5-0,63
тонкая 6-7 1,25-0,32
Основные виды обработки на токарных станках (рис.22): точение цилиндрических, конических, фасонных поверхностей, подрезание торцов, разрезание, точение канавок, сверление, зенкерование, развертывание, растачивание отверстий цилиндрических, конических, фасонных, растачивание канавок, нарезание резьбы метчиками, плашками, резцами.
12.Типы станков токарной группы
1.Универсальные токарно-винторезные станки (рис.23) предназначены для выполнения всех основных видов токарных работ в условиях единичного и мелкосерийного производства (тип 6).
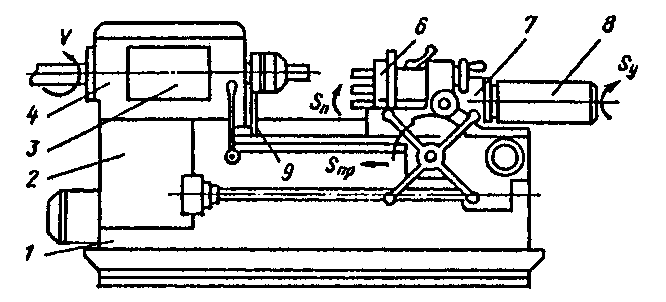
2.Токарно-револьверные станки (рис.24, 25) используют при обработке некрупных деталей (D/l<4), преимущественно с центральными отверстиями в условиях серийного производства (штуцеры, ступенчатые валы, фланцы, втулки. кольца и т.д. ) (тип 3)
Различают станки:
-с горизонтальной осью вращения револьверной головки (рис.24,а; 25,а),
-с вертикальной осью вращения, где имеются один или несколько поперечных суппортов (рис.24,б; 25,б),
-с наклонной осью вращения.

Рис.23. Универсальный токарно-винторезный станок 16К20:
-
Передняя бабка; 2- задняя бабка; 3-суппорт; 4-фартук; 5-ходовой винт; 6-ходовой вал; 7-станина; 8-коробка подач; 9-гитара сменных зубчатых колес


а) б)
Рис.24. Съемная часть револьверной головки с горизонтальной осью (а) и схема обработки на токарно-револьверном станке с вертикальной осью головки (б)
На токарно-револьверных станках:
-сокращается То из-за совмещения работы нескольких инструментов одновременно;
-сокращается вспомогательное время из-за быстрой смены инструмента в результате поворота револьверной головки, предварительной наладки станка по упорам (сокращение времени на измерение), работы механизма быстрой подачи и зажима прутка, устройства для автоматического изменения режимов резания при повороте револьверной головки в станках малых размеров и преселективного управление в крупных станках (во время обработки настраивается режим следующего перехода).

а) б)
Рис.25.Общий вид токарно-револьверного станка:
а - с горизонтальною осью поворота револьверной головки;
б - с вертикальной осью поворота револьверной головки;
1-станина; 2-коробка подач; 3-коробка скоростей; 4-передняя бабка; 5-поперечный суппорт; б - револьверная головка; 7-револьверный суппорт; 8-барабан задних упоров; 9-барабан передних упоров

Рис. 26. Двухстоечный токарно-карусельный станок:
1 - стол; 2 - планшайба; 3 - блок управления; 4 - траверса; 5 - стойка; 6,12 - ходовые винты; 7 - боковой суппорт; 8 – направляющие горизонтальной подачи; 9 - револьверный суппорт; 10 - перемычка; 11 - направляющие вертикальной подачи

Рис.27.Одностоечныйтокарно-карусельный станок модели 1512:
1-стол; 2-планшайба; 3-пульт; 4-револьверная головка; 5-вертикальный суппорт; 6- поперечина; 7,11 коробки подач; 8,73-маховики; 9-стойка; 10-боковой суппорт; 12-резцедержатель
3.Крупные и тяжелые заготовки обрабатываются на токарно-карусельных станках одностоечных D до 1600мм (рис. 27) и двух стоечных D/l=0,4…0,7 (рис. 26), имеющих вертикальную ось вращения заготовки.
Инструменты закрепляются в резцедержателях верхнего и бокового суппортов, а также в револьверной головке. Обрабатываются заготовки рабочих колес турбин, массивных зубчатых колес, маховиков, корпусов в единичном и серийном производстве (тип 5).
4.Токарные лобовые станки (рис.28) применяются для обработки заготовок небольшой длины и большого диаметра (например, диски турбин или компрессоров) в условиях мелкосерийного и единичного производства. При сравнительно небольшой длине они имеют планшайбу большого диаметра. Задней бабки станки не имеют. Ввиду сложности установки крупногабаритных заготовок на вертикальную планшайбу, лобовые станки не всегда могут быть применены, поэтому они дополняются более современными карусельными станками.
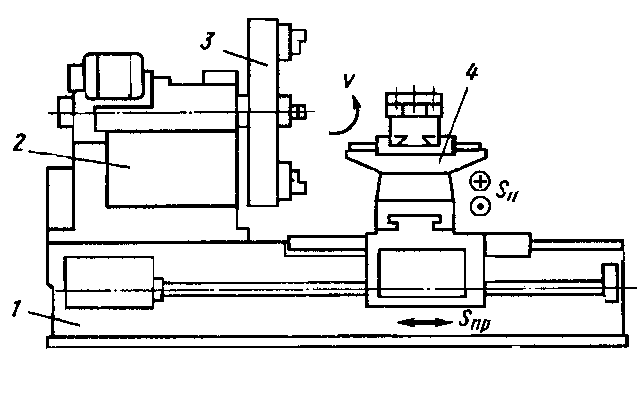
Рис.28. Общий вид токарного лобового станка:
1 – станина; 2 – передняя бабка; 3 – планшайба; 4 – суппорт с резцедержателем
5.Многорезцовые токарные полуавтоматы (рис.29) снабжены двумя суппортами: верхним, имеющим только поперечную подачу и нижним, обладающим только продольной подачей, при одновременном закреплении большого количества инструментов. Обрабатываются только наружные поверхности у заготовок деталей типа блоков зубчатых колес, шпинделей, ступенчатых валов и т.п. в условиях крупносерийного и массового производств (тип 7).
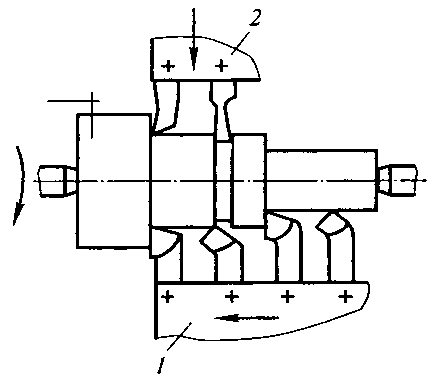
Рис. 29. Схема обработки на токарном многорезцовом станке:
1 — продольный суппорт; 2 — поперечный суппорт

Рис. 30. Общий вид вертикального токарного многошпиндельного полуавтомата:
1 — стол; 2 — шпиндель; 3 — неподвижная колонна; 4 — суппорт; 5- планшайба
6.На вертикальных многошпиндельных полуавтоматах (рис.30) роторной обработки проводится многоплановая обработка деталей типа зубчатых колес, корпусов, дисков, турбин и т.п.. в условиях крупносерийного или массового производства. На станках роторного типа время обработки совмещено со временем транспортирования между операциями (тип 2).
7.Многошпиндельные автоматы параллельной обработки (рис.31,а) широко применяются в массовом производстве. Они обладают жесткой конструкцией, что дает возможность многоинструментной обработки, и обрабатывают одновременно у нескольких одинаковых деталей только наружные поверхности с поперечной подачей.

а) б)
Рис.31. Многошпиндельный автомат
а - параллельной обработки: 1-станина; 2- передняя стойка; 3-поперечные суппорты; 4-по-перечина; 5-задняя стойка; 6-упоры
б - последовательной обработки: 7-станина; 2-передняя стойка; 3-шпиндельный блок; 4-попе-речные суппорты; 5-задняя стойка; 6-коробка скоростей
8.Последовательная обработка производится на многошпиндельных автоматах (рис. 31,б). Поворот шпиндельного блока влечет за собой подачу заготовки на следующую позицию, где продолжается ее обработка новым набором инструментов с поперечной и продольной подачами. Обрабатываются детали со сложной конфигурацией наружных и внутренних поверхностей.
9.Заготовки деталей разных наименований, но небольших размеров (D до 36мм) обрабатываются на одношпиндельных токарно-револьверных автоматах (рис.14) в условиях массового и крупносерийного производств. Имеется поперечный суппорт и продольный с револьверной головкой (тип 1).
10.Одношпиндельные фасонно-отрезные автоматы рис.32) обрабатывают детали простой формы небольших размеров только наружные поверхности и только с поперечной подачей резцов (иногда используют сверло).

Рис. 32. Схема обработки заготовки на токарном одношпиндельном фасонно-отрезном автомате
11.В одношпиндельных продольно-фасонных автоматах (рис.33) продольную подачу осуществляют обрабатываемые заготовки-прутки, а суппорты (их может быть до 5-ти) - только поперечную, обрабатывая наружные поверхности. Дополнительные суппорта позволяют сверлить и нарезать резьбу.

Рис. 33.Схема обработки заготовки на токарном одношпиндельном продольно-фасонном автомате:
1-шпиндельная бабка; 2-люнетная втулка; 3 стойка
12. В настоящее время большинство токарных станков оснащается системами ЧПУ. Токарные станки с ЧПУ классифицируют по нескольким признакам: по технологическому назначению и типам обрабатываемых заготовок - на центровые, патронные, патронно-центровые, карусельные, прутковые; по расположению направляющих станины - на горизонтальные, вертикальные и наклонные; по способам закрепления используемых инструментов - на суппорте, в револьверной головке, в инструментальном магазине; по положению оси вращения шпинделя - на горизонтальные и вертикальные.
Центровые (рис.34,а) станки служат для обработки заготовок типа валов с прямолинейными и криволинейными контурами. Обрабатываются только наружные поверхности заготовок.
Патронные станки (рис.34,б) служат для обработки заготовок типа зубчатых колес, фланцев, шкивов. Обрабатываются как наружные, так и внутренние поверхности.
Патронно-центровые станки (рис. 34,в) предназначены для обработки наружных и внутренних поверхностей сложных по форме заготовок и обладают технологическими возможностями центровых и патронных станков.
Карусельные станки применяют для обработки заготовок больших размеров по диаметру, например корпусов турбин, оснований станков и грузоподъемных машин и т.д. Станки используют в тяжелом и энергетическом машиностроении.
При установке на станке двух револьверных головок в одной из них закрепляют инструменты для обработки наружных поверхностей, в другой -для внутренних. Револьверные головки имеют горизонтальную, вертикальную или наклонную ось вращения. В пазах револьверных головок устанавливают сменные взаимозаменяемые инструментальные блоки, которые налаживают на заданный размер обработки поверхности заготовки вне станка.
В конструкциях токарных станков с ЧПУ используют револьверные головки четырех - двенадцатипозиционные. В каждой позиции головки можно устанавливать по два инструмента для параллельной обработки наружной и внутренней поверхностей заготовки. Инструментальные магазины (вместимостью по 8 ... 20 инструментов) в токарных станках с ЧПУ используют редко. Использование инструментальных магазинов с большим числом инструментов целесообразно при встраивании станков в гибкие производственные модули, роботизированные технологические комплексы, а также в случаях, когда режущие инструменты имеют небольшие периоды стойкости.
В современных токарных станках используют системы ЧПУ: SNC, имеющие память для хранения всей управляющей программы; CNC - автономное управление станком с ЧПУ, имеющим мини-ЭВМ или микропроцессор; DNC - групповое управление станками от обшей управляющей ЭВМ.

а) б)

в)
Рис.34.Конструктивные разновидности станков с ЧПУ:
а - центровой; б - патронно-центровой; в - специальный патронный станок повышенной точности модели МК6713С5
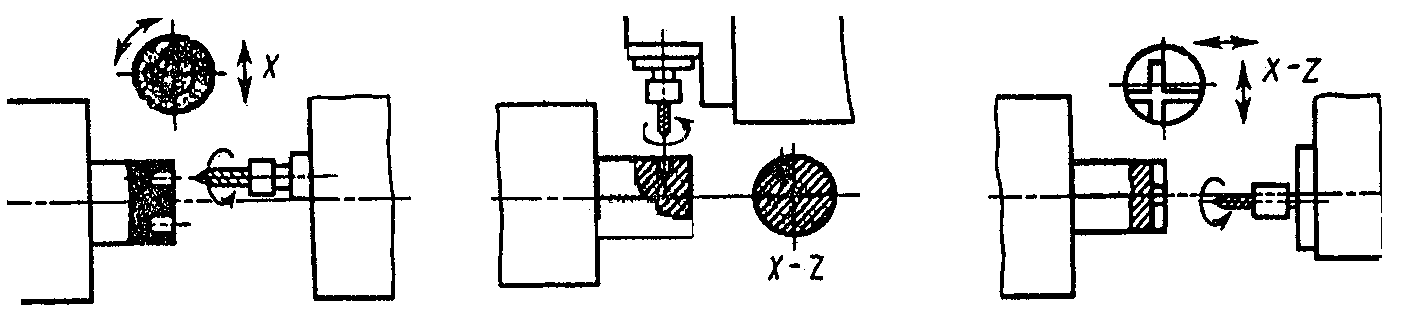
13. Конструкция деталей машин требует не только обработки поверхностей, имеющих форму тел вращения. Часто приходится выполнять фрезерную обработку - фрезерование пазов, лысок, канавок или обработку отверстий, не соосных с осью вращения детали или расположенных под углом к ней. В таких случаях в условиях работы роботизированных гибких автоматизированных систем используют токарные многоцелевые станки (рис. 36). Подобные станки имеют дополнительные шпиндели, которые обеспечивают вращательное движение инструментам: фрезам, сверлам, разверткам. Станки имеют две револьверные головки. В одной из них устанавливают резцы, в другой - инструменты с вращательным движением.
Возможны обработка поверхностей заготовок с движениями продольной подачи вдоль оси и в поперечном направлении, Управление поворотом на определенный угол и индексация шпинделя, что позволяет останавливать и закреплять шпиндель в любом заранее запрограммированном положении по углу поворота. Магазины инструментов имеют о ... 25 инструментов, смена которых происходит автоматически в соответствии с циклом обработки поверхностей заготовки. Для смены инструментов станки снабжают автооператором, работающим по программе. Токарные обрабатывающие центры (рис.35), кроме токарных операций выполняют фрезерование плоскостей не перпендикулярных оси вращения и сверление нецентровых отверстий. Иногда ТОЦ выполняются с противошпинделем, когда с использованием одного шпинделя заготовка обрабатывается с одной стороны, а с другой стороны обрабатывается с использованием противошпинделя.
1 2 3
4 5 6
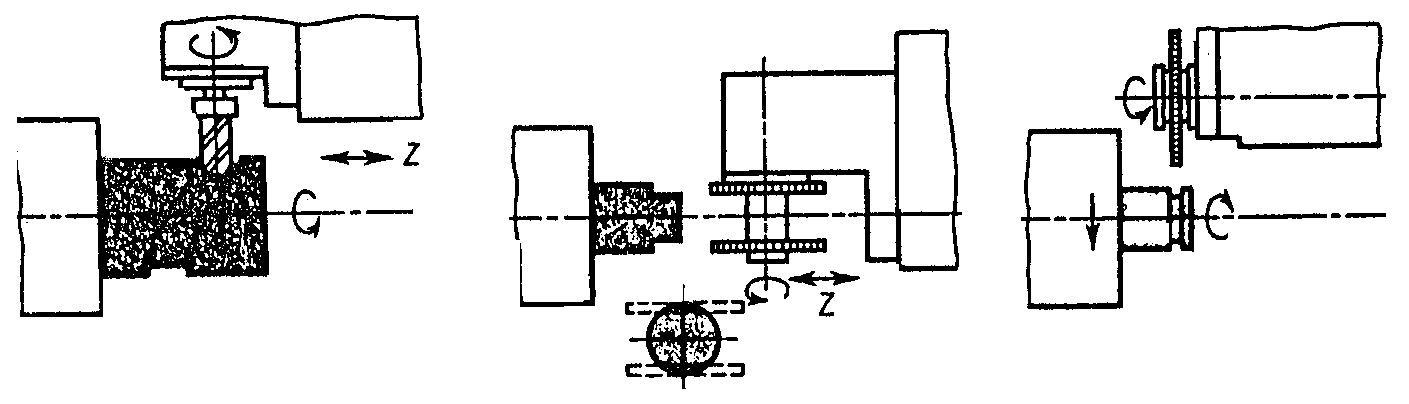
Рис.35. Примеры технологических возможностей ТОЦ:
1,2- нецентровое сверление и резьбонарезание; 3-торцовое фрезерование и сверление; 4-фрезерование пазов; 5- фрезерование лысок; б- фрезерование канавок
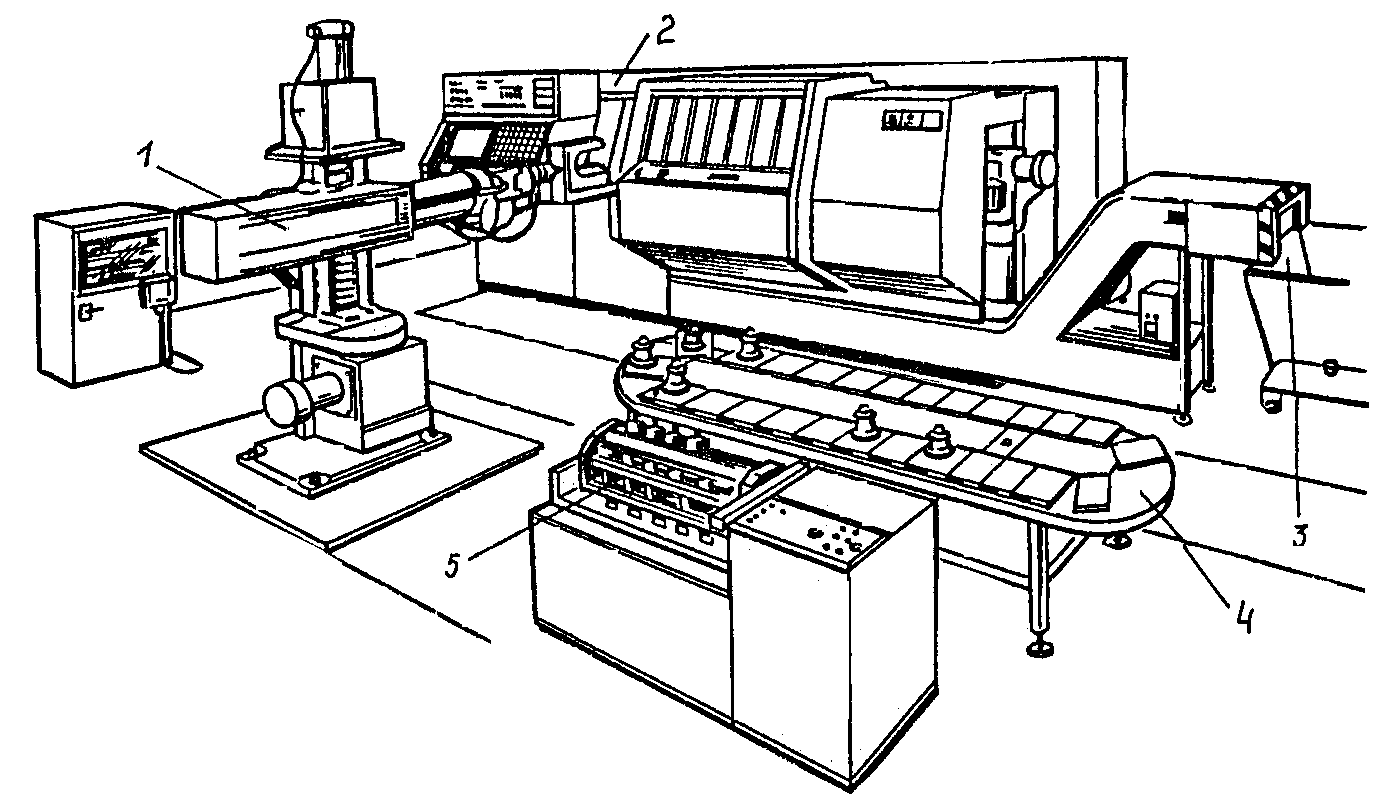
Рис.36.Гибкий производственный модуль (ГПМ):
1 - робот; 2 - токарный полуавтомат; 3-устройство для отвода стружки; 4 - стол для заготовок; 5- инструментальный магазин
14. Станки новой компоновки (рис.37), где вращающаяся заготовка на вертикальном моторе-шпинделе обрабатываются режущими инструментами, закрепленными в дисковой револьверной головке с горизонтальной осью вращения, что позволяет автоматизировать процесс загрузки и измерения. Такая конструкция обеспечивает выполнение не только токарной обработки, но и фрезерования, растачивания, лазерной или индукционной закалки, шлифования, мойки и измерения.

Рис.37. Обработка на вертикальных токарных станках фирмы EMAG