

1.Консольно–фрезерные станки, у которых вертикальная подача осуществляется консолью.
Универсальный горизонтально-фрезерный консольный станок (рис.44,а) применяется в единичном и мелкосерийном производствах.



а) б) в)
Рис.44.Консольные фрезерные станки:
а - горизонтально - фрезерный: 1-станина; 2-рукоятка управления коробки скоростей, 3-шпиндель, 4 – оправка, 5- фреза, 6- хобот, 7- серьга, 8- стол, 9,12- штурвалы, 10-салазки, 11-консоль; б - вертикально-фрезерный:1 – шпиндель, 2 – вертикальная головка; в - широкоуниверсальный
Универсальный вертикально-фрезерный консольный станок (рис. 44,б). По вертикальным направляющим станины перемещается вручную консоль (Sв), на которой смонтированы поперечные салазки (Sп) и продольный стол (Sпр), на последнем может быть установлена поворотная планшайба (Sкр).
Инструментальный широкоуниверсальный фрезерный станок на базе горизонтально-фрезерного станка выполняет работы повышенной точности, имеет горизонтальный и поворотный вертикальный шпиндель и долбежную головку (рис.44,в).
2.Бесконсольно-фрезерные станки (рис.45) обладают более жесткой конструкцией и бывают:
-с поворотной фрезерной головкой,
-с неповоротной фрезерной головкой.

а) б)
Рис. 45. Бесконсольные станки:
а – горизонтально-фрезерный; б – вертикально-фрезерный
3.Обработку крупных заготовок массой до 30тонн в условиях серийного производства проводят на продольно-фрезерных станках (одно- или двухстоечных рис.46,а), при этом одновременно обрабатывают одну или несколько плоскостей у одной или нескольких заготовок (рис.46,б).


а) б)
Рис. 46. Продольно-фрезерный станок:
а – общий вид; б – схема одновременной обработки концевой и торцовыми фрезами


а) б) в)
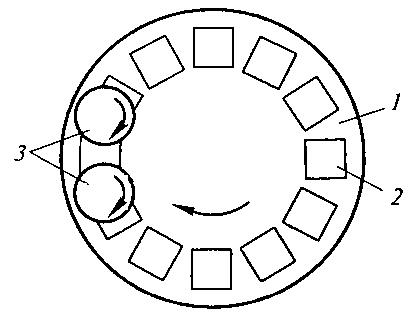
Рис.47.Фрезерные станки непрерывного действия:
карусельно-фрезерный (а) и схема его работы (б), барабанно-фрезерный (в); 1 — стол; 2 — приспособления с заготовками; 3— фрезы
5.В массовом производстве применяют станки непрерывного действия, у которых смена заготовок происходит на ходу. Они бывают одно- или двухшпиндельные карусельно-фрезерные станки (рис. 47, а) и барабанно-фрезерные станки (рис.47,б). На барабанно-фрезерных станках барабан (стол) имеет горизонтальную ось поворота барабана при круговой подаче. На гранях барабана в приспособлении устанавливают заготовки. Имеется одна или несколько фрезерных головок.
6. Специализированные станки: шпоночно-фрезерные, шлице-фрезерные, резьбофрезерные и др..
7.Заготовки деталей сложных форм фрезеруют на копировально-фрезерных станках (рис.48,49): универсальных – для производства штампов и пресс-форм, специализированных – для обработки конкретной детали типа шаблонов, лопаток, турбин и др. Обработку ведут концевыми фрезами того же диаметра, что и копиры. При контурном копировальном фрезеровании заготовке или фрезе одновременно сообщается движения в двух координатных направлениях: одна из подач является задающей (Sпр), а другая следящей (Sп). Профиль зависит от соотношения задающей и следящей подач. Объемные фасонные поверхности фрезеруют последовательно отдельными фасонными строчками (рис. 49,б).

Рис.48. Схема фрезерования по копиру:
1 — стол; 2— заготовка; 3— копир; 4 — копировальный ролик


а) б)
Рис.49 .Копировально-фрезерный станок:
а - общий вид; б - схема обработки; 1-стол; 2,5-уголь-ники; 3-фреза; 4-щуп; б -колонка; 7-поперечина
8.Обрабатывающие центры (многоцелевые фрезерно-сверлильно-расточные станки с ЧПУ) бывают: трехкоординатные, четырех-координатные, пятикоординатные (рис.21). В некоторых случаях, например при обработке фасонных поверхностей с большими габаритными размерами, станки с ЧПУ являются незаменимыми. На базе фрезерных станков с ЧПУ выпускают многоцелевые станки, предназначенные для комплексной обработки корпусных деталей с четырех сторон без переустановки.