

метчикМетод
.pdfМОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ (СТАНКИН)
Кафедра: «Инструментальная техника и технология формообразования»
Петухов Ю.Е.
ФОРМООБРАЗОВАНИЕ
РАБОЧИХ ПОВЕРХНОСТЕЙ МЕТЧИКА
Москва
2010 г.
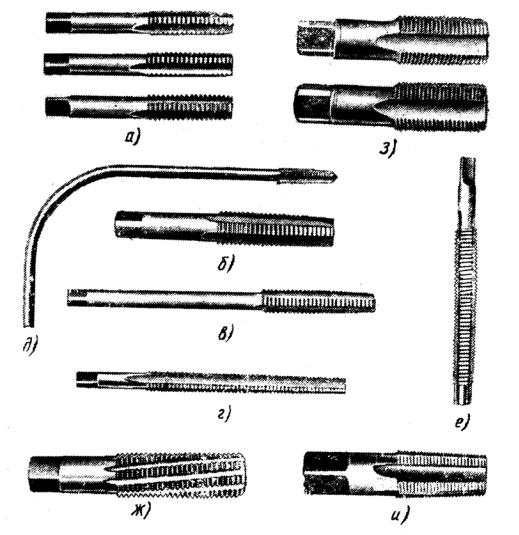
Метчик — режущий инструмент, применяемый для нарезания внутренней резьбы в различных деталях. По своему служебному назначению метчики делятся на ручные, машинно-ручные, гаечные с прямыми и изогнутыми хвостовиками и целый ряд других конструкций (рис.1). Метчиками нарезают метрическую резьбу со степенями точности 4Н ,4Н5Н, 5Н, 5G, 5Н6Н, 6Н, 6G, 7Н, 8Н. Класс точности метчика (1, 2, 3, 4) зависит от точности нарезаемой резьбы,
Рис.1 Типы метчиков
а) ручные (комплект из 3-х метчиков), б) машинные, в),г),д) гаечные с длинным, коротким и изогнутым хвостовиками, е), ж) плашечные и маточные для нарезания и калибрования резьбы в плашках, з) трубные, и) конические.
Метчики изготавливаются: ручные – из углеродистой и быстрорежущей стали, машинные и гаечные – только из быстрорежущей стали.
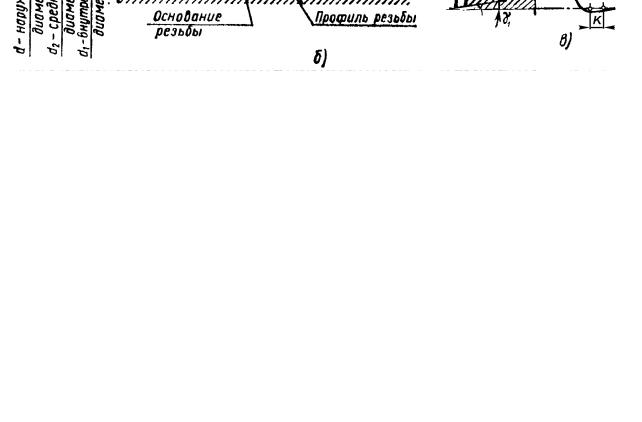
Рабочаячастьметчикаразделяетсянарежущуюикалибрующуючасти (рис.2). Режущая часть метчика выполняет основную работу по формированию профиля. На режущей части (рис.2) реализуется генераторная схема резания. Для этого формообразование задней поверхностиосуществляют а помощью образующей в виде прямой линии расположенной под углом φ к оси метчика, и на-
правляющей - архимедовой спиралью: ri d2 (1 itg ); ri и i - полярные коорди-
наты, – задний угол, d – диаметр метчика. Врезультате режущая часть представляет собой коническую поверхность с затылованными виткамирезьбы, профиль которых постепенно увеличивается до полной высоты на калибрующей части.
Рис.2 Конструкция и геометрические параметры метчика
Главный угол в плане φ метчика зависит от назначения инструмента, толщины среза аz, числа зубьев z и шага резьбы Р. Угол φ можно определить по фор- муле: tg (aРZ z) ;
Угол в плане выбирают для ручных метчиков равным 5О, для машинных - 6О30' , для гаечных - 3О30. У метчиков, работающих в комплекте угол φ будет отличаться от приведенных рекомендаций.
Передний угол γ метчиков выбирают в зависимости от обрабатываемого материала от 0 до 25 О , для чугуна бронзы и твердой стали γ = 0…5О, для стали средней твердости и латуни угол γ = 8…10О, для алюминия, меди и легких сплавов γ = 20…25О.
Задний угол α на режущей части получают с помощью затылования режущей части по наружному диаметру шлифовальным кругом. Для машинных и гаечных метчиков рекомендуется α= 8…10О, для ручных - α= 6…8О. При обработке легких сплавов α уменьшается: длясквозныхотверстийдо5…6О идляглухихдо 3…4О.
Взависимостиотстепениточностиустанавливаютдопускинанаружный, средний
ивнутреннийдиаметрырезьбыметчика, шагиполовинууглапрофилярезьбы.
Для уменьшения усилий при резьбонарезании, повышения качества получаемой резьбы, а также при нарезании резьбы в глухих отверстиях применяют комплекты метчиков, состоящие из двух или трех штук.
Наиболее изнашивается уметчиков задняяповерхность зубьев в зоне перехода режущейчастивкалибрующую(рис.3).
За критерий износа принима-
ется такая величина, превышение которой вызывает ухудшение качества нарезаемой резьбы, главным образом, увеличение параметра шероховатости
ее поверхности. У метчика за критерий износа принимают численное значение допустимогоизносапозаднейповерхности.
Допустимыйизноспопереднейизаднейповерхностямметчиковприведенвтабл.1
|
|
|
Допустимыйизносметчиков |
Таблица 1 |
|||||
|
|
|
|
|
|
|
|
|
|
|
Основные размеры метчиков |
|
Допустимый износ в мм |
|
|||||
|
|
|
|
|
|
|
|
||
Номинальный |
Шаг |
Длина |
Число |
Ширина |
По задней |
По передней |
|
||
диаметр |
резьбы, |
калибрущей |
зубьев |
|
Зуба В, |
поверхности |
поверхности |
|
|
резьбы, мм |
мм |
части, мм |
|
|
мм |
μз |
μп |
|
|
6 |
1 |
|
17 |
3 |
|
2,3 |
0,25 |
0,17 |
|
8 |
1,25 |
21,5 |
3 |
|
3,1 |
0,25 |
0,17 |
|
|
10 |
1,5 |
20.5 |
3 |
|
3,7 |
0,3 |
0,2 |
|
|
12 |
1,75 |
25 |
3 |
|
4,9 |
0,3 |
0,2 |
|
|
14 |
2 |
|
29 |
4 |
|
5,5 |
0,4 |
0,25 |
|
16 |
2 |
|
29 |
4 |
|
4,6 |
0,4 |
0,25 |
|
20 |
2,5 |
32,5 |
4 |
|
5,9 |
0,4 |
0,25 |
|
|
24 |
3 |
|
36 |
4 |
|
7,0 |
0,5 |
0,3 |
|
27 |
3 |
|
36 |
4 |
|
7,9 |
0,5 |
0,3 |
|
30 |
3.5 |
39.5 |
4 |
|
9,0 |
0,5 |
0,3 |
|
|
При переточке метчика по задней поверхности величина допускаемого |
|||||||||
стачивания М (рис.4): |
М = lK - 3...5 P, |
|
|
|
|||||
где lк - длина калибрующей части; |
|
|
|
|
|
|
|||
Р - шаг резьбы метчика. |
|
|
|
|
|
|
|||
Число переточек |
nз |
метчика по |
|
|
|
|
|||
задней поверхности: |
|
|
|
|
|
|
|
||
|
nЗ |
М q , |
|
|
|
|
|
|
|
где q - величина cтачивания за одну
переточку; q sin , Рис.4 Определение числа переточек метчика по
задней поверхности
где - угол наклона режущей части;
-величинаподлежащаяснятию припереточкеметчикапозаднейповерхности;
П ( 0 ,05 0 ,1 ),
где μП - величина износа по передней поверхности из табл.1.
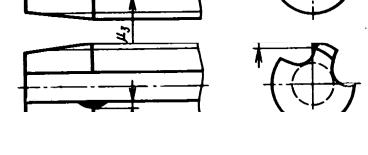
При переточке метчика по передней
поверхности величина допускаемого стачивания М1 (рис.5): М1 ( 0 ,5 0 ,7 )В,
где В- ширина зуба метчика.
Число переточек nп метчика по передней
поверхности: nП = М1  q1 ,
q1 ,
где q1 - величина стачивания за одну пере-
точку: |
q1 З ( 0 ,05 0 ,1 ), |
где μЗ - величина износа по передней поверхности из табл.1.
Рис.5 Определение числа переточек метчика по передней поверхности
ЛАБОРАТОРНАЯ РАБОТА № 1
ФОРМИРОВАНИЕ ЗАДНЕЙ ПОВЕРХНОСТИ МЕТЧИКОВ
Заточку задних поверхностей выполняют на специальном станке для затылования режущей части метчиков завода "Фрезер" им. М. И. Калинина модели МФ-4М рис.6 (частотавращенияшпинделя3800 об/мин).
Методика выполнения работы
1.Для выбранного метчика по заданному значению заднего угла α определяют ве- |
|
личину затылования: |
К dT tg , |
z
где dт - диаметр переднего торца; z - число зубьев метчика;
α - задний угол.
dт = d - 1,7.Р - (0,3...0,5) мм,
где d - наружный диаметр резьбы метчика; Р— шаг резьбы.
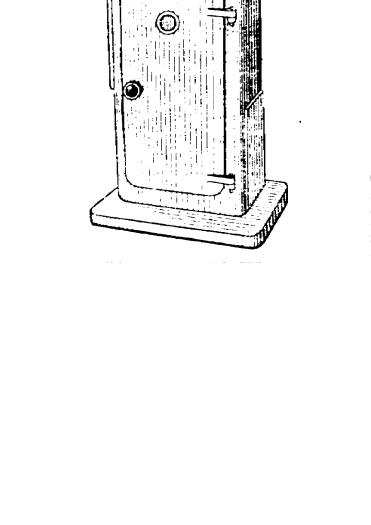
Рис.6 Станокдлязатылованиярежущейчастиметчиковмод.МФ-4Мзавода“Фрезер”
1-шлифовальный круг, 2- метчик, 3- патрон, 4-гайка настройки углового положения метчика, 5 – гайка установки величины L, 6–задний центр, 7-рукоятка фиксации заднегоцентра, 8-рукояткавращенияметчика, 9-рукояткапоперечнойподачи.
2. Метчик устанавливают хвостовиком впатрон3 иподжимаютзаднимцентром 6 (рис.6). Механизм работает следующим образом. При вращении рукоятки 8 одновременно начинают вращаться метчик и кулачок 1 (рис.7), имеющий на периферии выступы, очерченные по архимедовой спирали. Число выступов кулачка должно соответствовать числу зубьев затачиваемого метчика. От кулачка через упор 10 колебательные движения передаются рычагу 9, установленному на оси 4.
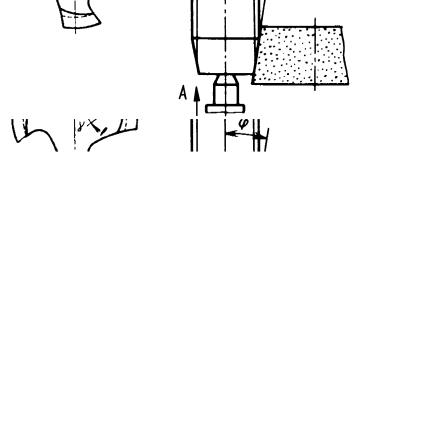
Рис.7 Механизмзатылованиярежущейчасти
На этом рычаге имеется подвижный сухарь 6, упирающийся в рычаг 8, жестко связанный с кареткой 2, на которой закреплен метчик. Каретка 2 может поворачиваться на оси 3. Рычаг 8 посредством пружины 7 прижимается к сухарю 6. Колебательные движения рычага 9 передаются через рычаг 8 каретке, следовательно, и метчику, который, непрерывно вращаясь, периодически то приближается к шлифовальному кругу, то отходит от него.
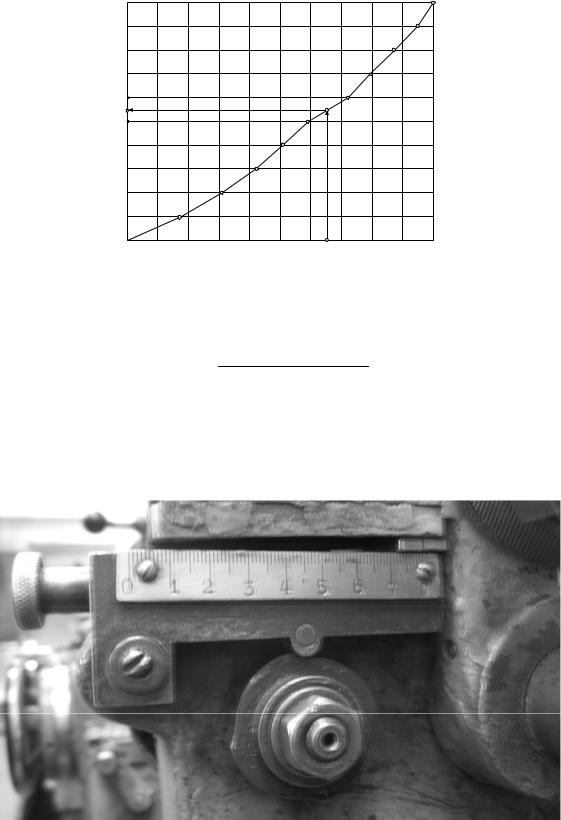
Необходимый задний угол α у метчика получают за счет установки сухаря 6 на определенном расстоянии L от оси 4. Перемещают сухарь 6 рукояткой 5. Затем по рассчитанной величине затылования К, выбирают величину L, исходя из таб-
лицы 2, из графика на рис. 8. |
|
|
|
|
|
|
Таблица 2 |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
i |
1 |
2 |
3 |
|
4 |
5 |
6 |
7 |
8 |
9 |
|
10 |
11 |
Кi, мм |
0,28 |
0,65 |
0,93 |
|
1,17 |
1,35 |
1,53 |
1,80 |
1,96 |
2,12 |
|
2,28 |
2,39 |
Li, мм |
20 |
25 |
30 |
|
35 |
40 |
45 |
50 |
55 |
60 |
|
65 |
70 |
|
70 |
|
|
|
|
|
|
|
|
|
|
|
|
65 |
|
|
|
|
|
|
|
|
|
|
|
Li, мм |
60 |
|
|
|
|
|
|
|
|
|
|
|
55 |
|
|
|
|
|
|
|
|
|
|
|
|
сухаря |
50Li+1 |
|
|
|
|
|
|
|
|
|
|
|
L |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
L |
45 L i+1 |
|
|
|
|
|
|
|
|
|
|
|
мещенияс |
40 |
|
|
|
|
|
|
|
|
|
|
|
Величина |
|
|
|
|
|
|
|
|
|
|
|
|
35 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
30 |
|
|
|
|
|
|
|
|
|
|
|
|
25 |
|
|
|
|
|
|
|
|
|
|
|
|
20 |
|
|
|
|
|
Кi |
|
Ki+1 |
|
|
|
|
0.49 |
0.7 |
0.91 |
1.12 |
1.34 |
1.55 |
|
1.76 |
1.97 |
2.18 |
2.39 |
|
|
0.28 |
K |
||||||||||
|
|
|
|
|
|
K |
|
|
|
|
|
|
|
|
|
|
|
Величина затылования Кi , мм |
|
|
|
|
|||
Рис.8 Определениевеличинысмещениясухаря- L, мм
взависимостиотвеличинызатылованияметчика–К, мм
Смещениесухаряможноопределить поформуле:
L Li Li 1 Li K Ki Ki 1 Ki
Размер L устанавливают по риске, имеющейся на сухаре 6, и линейке с делениями, закрепленной на рычаге 9. При несовпадении величины К с табличным значениемнужнуювеличинуL определяютинтерполированиемилипографикунарис. 8.
Рис. 9 Установка величины смещения - L сухаря.

Для получения необходимого угла в плане - φ шлифовальный круг должен быть заправлен подэтим же углом или шлифовальная бабка развернута на уголφ.
Положение метчика в центрах должно быть согласовано с затылующим движением каретки. Движение затылования должно начинаться до соприкосновения зуба с кругом и заканчиваться после прекращения их контакта. В противном случае необходимо провести настройку момента начала движения затылования. Для чего необходимо разорвать кинематическую связь между вращением кулачка и метчика с помощью гайки 4 (рис. 6). После чего метчик поворачиваютвокруг своей оси вместе с патроном до тех пор, пока он не займет правильного положения. Затем с помощью гайки восстанавливают кинематическую связь между вращением кулачка иметчика (рис. 10). Положение метчика перед заточкой приведено на рис. 11.
Рис. 10 Настройка согласования положения метчика с затылующим движением каретки
3. Производят обработку задних поверхностей метчика шлифовальным кругом ПП 150х20х32 25А 16-25П СМ1 7 К5 с частотой вращения 3800 об/мин при поперечной подаче метчика 0,005-0,02 мм/об и частоте вращения 50-60 об/мин до получения заданной геометрической формы задней поверхности на режущей части.