

Токарные резцы 2013
.pdf1,241мм/об
1.241
2
11
12
13
Рисунки
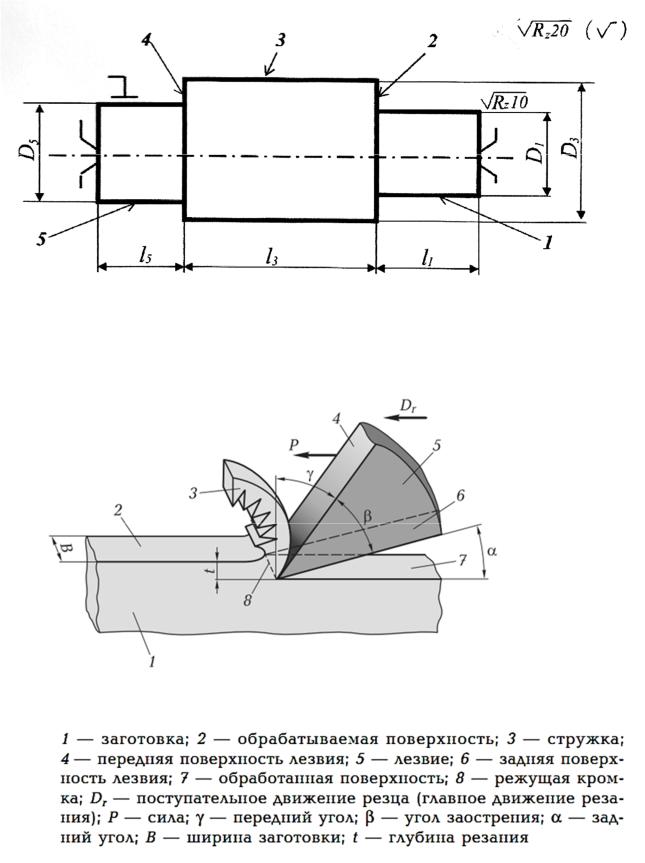
Рис.1 Размеры заготовки (после обработки); 1 – 5 – номера поверхностей
Рис.2 Элементы резания при строгании:
14
15
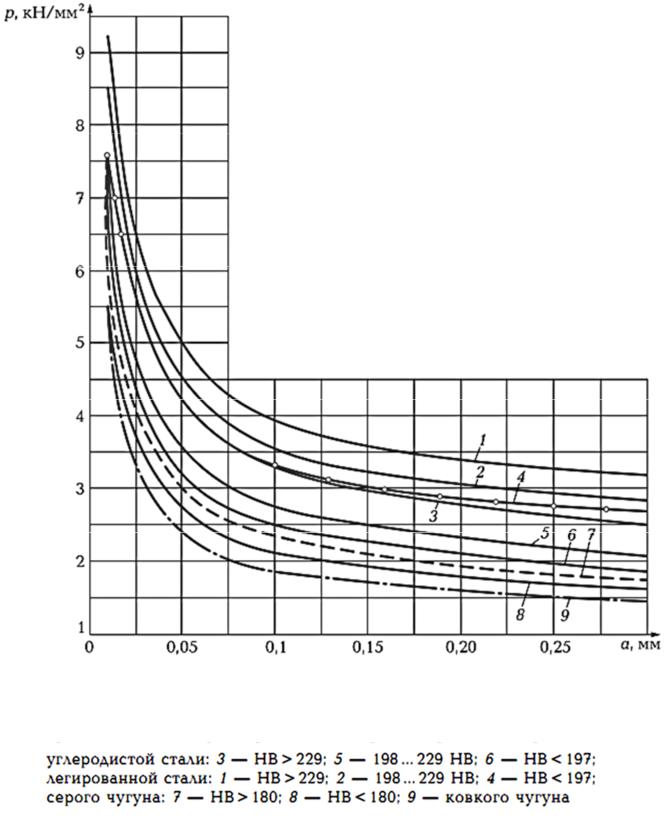
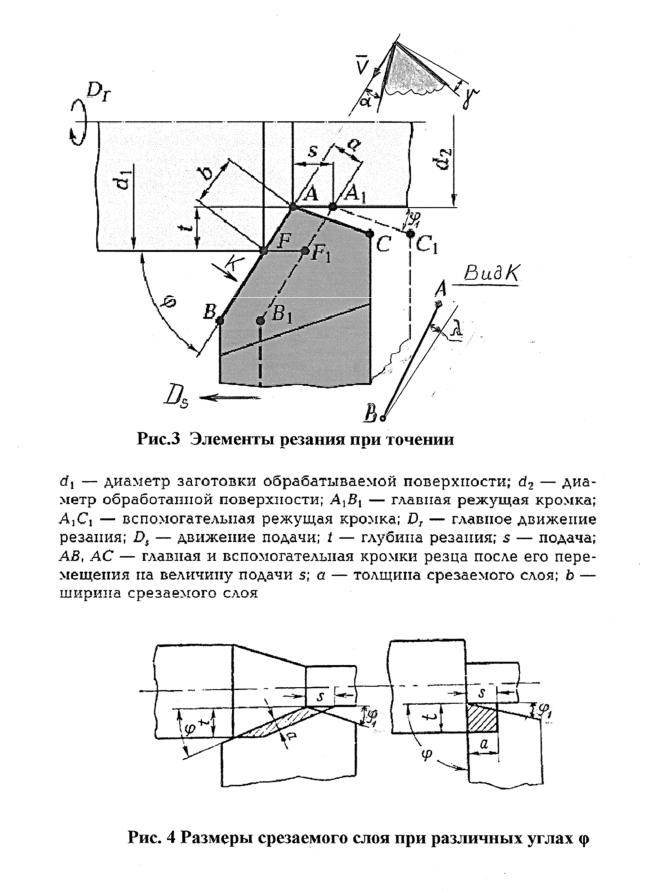
Рис.5 Графики зависимости удельной силы резания р (кН/мм 2 , вертикальная ось координат) от толщины а (мм) срезаемого слоя (горизонтальная ось) для различных обрабатываемых материалов:
16
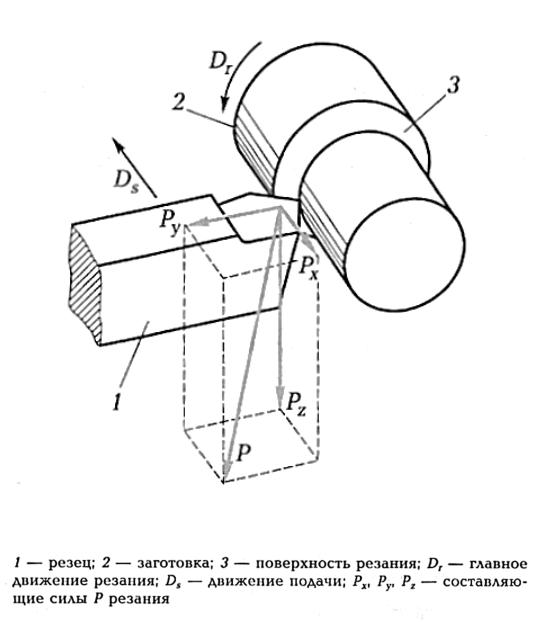
Рис.6 Схема действия сил резания при точении:
17
ТАБЛИЦЫ
Таблица 1
Исходные данные
№ |
Материал и твёрдость заготовки |
Квалитет точности заготовки и состояние поверхностей 1-5 |
Номера обрабатываемых поверхностей и квалитет точности после обработки (для выбора угла в плане резца и числа стадий) |
Номер обрабатываемой поверхности (для расчёта сил резания и мощности) |
Глубина резания t, мм |
Подача S, мм/об |
Скорость резания V, м/мин |
Диаметр заготовки D, мм |
Длина заготовки l, мм |
|
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
1 |
Ст.45 |
IT14 |
1 и 2 |
1 |
2 |
0,25 |
125 |
191 |
300 |
|
HB 197 |
Без корки |
IT12 |
||||||||
|
|
|
|
|
|
|
||||
2 |
Ст.40Х |
IT14 |
1,2,3 |
3 |
1,5 |
0,15 |
160 |
50 |
150 |
|
НВ 212 |
Без корки |
IT12 |
||||||||
|
|
|
|
|
|
|
||||
3 |
СЧ 15-32 |
IT16 |
3,4,5 |
3 |
1,7 |
0,25 |
130 |
60 |
60 |
|
HB 190 |
С коркой |
IT12 |
||||||||
|
|
|
|
|
|
|
||||
4 |
Ст.30 |
IT14 |
1,2,3 |
3 |
2 |
0,3 |
175 |
40 |
80 |
|
НВ 175 |
Без корки |
IT12 |
||||||||
|
|
|
|
|
|
|
||||
5 |
Ст.40 |
IT14 |
3,4,5 |
5 |
1,5 |
0,15 |
160 |
20 |
100 |
|
НВ 180 |
Без корки |
IT12 |
||||||||
|
|
|
|
|
|
|
||||
6 |
СЧ 15-32 |
IT16 |
3 |
3 |
1,7 |
0,25 |
180 |
35 |
70 |
|
НВ 190 |
С коркой |
IT10 |
||||||||
|
|
|
|
|
|
|
||||
7 |
Ст.50 |
IT14 |
1,2 |
1 |
4 |
0,2 |
180 |
15 |
30 |
|
НВ 197 |
Без корки |
IT10 |
||||||||
|
|
|
|
|
|
|
||||
8 |
Ст.40ХН |
IT14 |
1,2,3 |
3 |
1,5 |
0,18 |
160 |
45 |
260 |
|
НВ 212 |
Без корки |
IT12 |
||||||||
|
|
|
|
|
|
|
||||
9 |
СЧ 15-32 |
IT16 |
3,4,5 |
3 |
1,7 |
0,3 |
130 |
85 |
255 |
|
НВ 190 |
С коркой |
IT12 |
||||||||
|
|
|
|
|
|
|
||||
|
Ст.12Х18Н |
IT14 |
1,2,3 |
|
|
|
|
|
|
|
10 |
10 |
3 |
2,5 |
0,35 |
220 |
120 |
200 |
|||
Без корки |
IT12 |
|||||||||
|
НВ 170 |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
||
11 |
Ст.40 |
IT14 |
3,4,5 |
5 |
1,5 |
0,15 |
160 |
100 |
150 |
|
НВ 180 |
Без корки |
IT12 |
||||||||
|
|
|
|
|
|
|
||||
12 |
СЧ 15-32 |
IT16 |
3 |
3 |
2 |
0,3 |
180 |
80 |
180 |
|
НВ 190 |
С коркой |
IT10 |
||||||||
|
|
|
|
|
|
|
||||
13 |
Ст.ХШ15 |
IT14 |
3 |
1 |
2 |
0,3 |
175 |
90 |
250 |
|
|
НВ 160 |
Без корки |
IT12 |
|
|
|
|
|
|
|
14 |
Ст.20ХН |
IT14 |
3,4,5 |
5 |
2 |
0,15 |
160 |
25 |
70 |
|
|
НВ 180 |
Без корки |
IT12 |
|
|
|
|
|
|
|
15 |
СЧ 15-32 |
IT16 |
1,2 |
1 |
3 |
0,25 |
180 |
35 |
50 |
|
НВ 190 |
С коркой |
IT10 |
||||||||
|
|
|
|
|
|
|
18
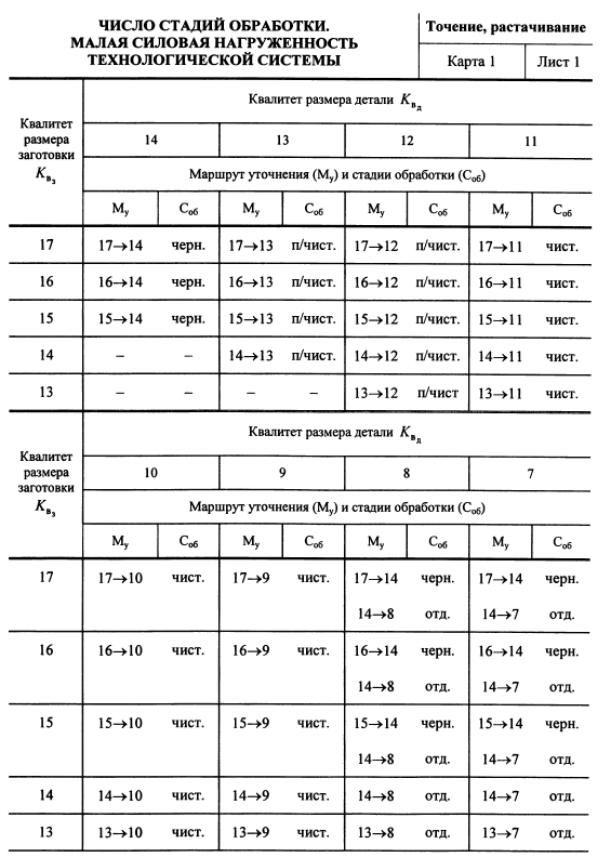
Таблица 2. Число стадий обработки
19
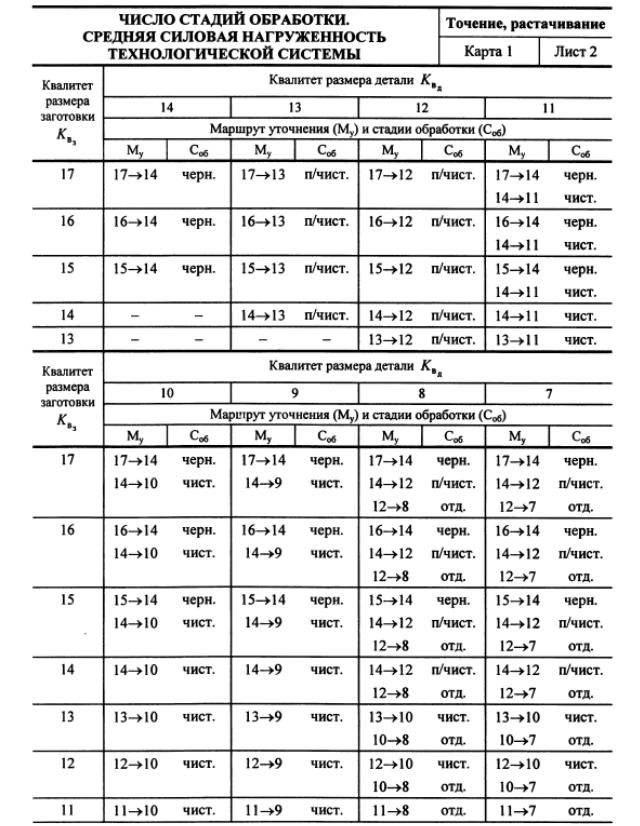
Таблица 2 (продолжение)
20