

1.7 Нанесение лакокрасочных покрытий методом протягивания
Протягивание (экструзию) используют для нанесения ЛКМ на детали постоянного сечения. Деталь проходит через закрытую камеру с ЛКМ сквозь резиновые шайбы (фильеры), которые обжимают деталь и не дают лаку вытекать из камеры (рис. 13). Детали должны подаваться торец в торец, без остановки. Лаки должны иметь высокую вязкость - около 300 — 350 с по ВЗ-4. Так как лаки с такой вязкостью не выпускаются, на практике применяют нитролаки НЦ-218, НЦ-223, предварительно выпарив из них растворитель. Количество наносимого лака регулируют жесткостью фильеры и степенью обжатия деталей.

Рис.13. Схема установки для нанесения лакокрасочных материалов методом протягивания: 1 - подающие вальцы; 2 - деталь; 3 — ванна; 4 - фильера; 5 — ленточный конвейер сушильной камеры
Способ протягивания прост, производителен, почти полностью автоматизирован, при этом способе совсем малые потери лака, но им можно отделывать практически только круглые и шестигранные в сечении детали.
1.8 Нанесение лакокрасочных материалов методом струйного облива с выдержкой в парах растворителя
Сущность этого метода заключается в окраске вертикально подвешенных деталей при пересечении ими многоструйной (ламинарного типа) завесы краски с последующей выдержкой в паровой зоне, что создает благоприятные условия для окраски труднодоступных мест, замедляет испарение растворителя из окрасочного слоя, улучшая тем самым разлив краски и способствуя достижению равномерной толщины покрытия.
Струйный облив осуществляется путем подачи краски через сопла неподвижного контура, охватывающего деталь, или через систему сопел на качающейся трубе (осцикаторе), расположенной под конвейером с деталями (рис. 14). Необходимая концентрация паров в паровом туннеле создается, главным образом, за счет испарения растворителей с окрашенных деталей. Продолжительное пребывание изделий в паровом туннеле и концентрация растворителя снижают толщину окрасочного слоя, в первую очередь, на кромках изделий. Потери краски при нанесении рассматриваемым методом не превышает 5 — 10%.
Полуавтоматическая линия окраски металлических изделий ДЛ38М показана на рис.9. В модификации ДЛ38М исключена камера обдува перед обливом (детали должны поступать на окраску очищенными), спрямлен паровой туннель. При окраске блоков в собранном виде скорость конвейера не должна превышать 0.7 м/мин. Максимальные размеры окрашиваемых изделий, мм: высота до 2000, ширина до 110, ширина транспортного проема 450.
Скорость конвейера линии ДЛ38М составляет 0,4 — 1,8 м/мин. При варьировании скорости конвейера продолжительность облива должна быть не менее 2 мин, а выдержка в парах растворителя 10 — 12 мин.
Установка струйного облива имеет неподвижный контур и осцикатор, однако, облив столярных изделий обеспечивается, как правило, только через осцикатор.

Рис. 14. Схема установки струйного облива:
1—изделия; 2 — конвейер; 3 — привод; 4 — коллектор; 5, 11 -трубы; 6 — бак с эмалью; 7, 8 — вентиль; 9 — насос; 10 — бак с растворителем; 12 — поддон.
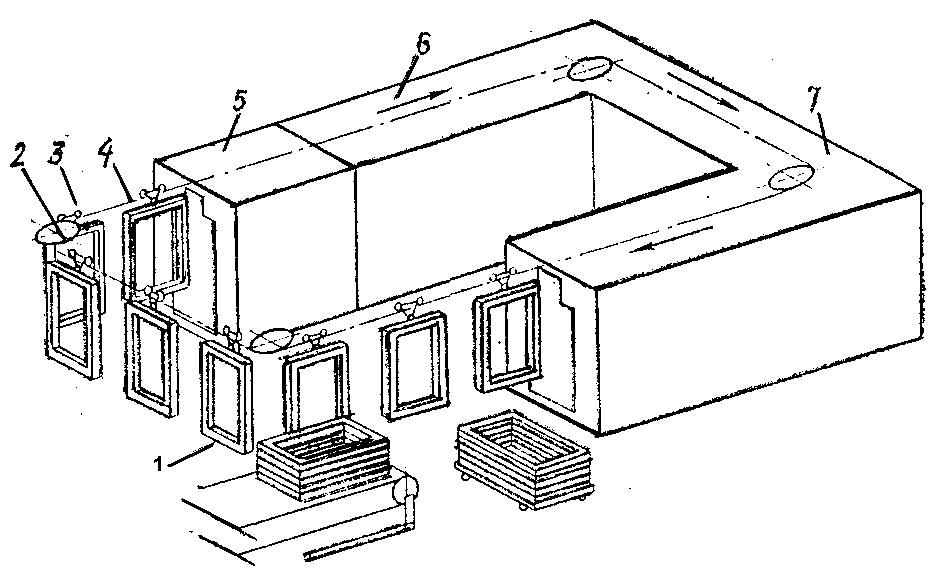
Рис.9. Схема полуавтоматической линии ДЛ-38М:
1 — изделие; 2 — держатели; 3 — каретка; 4 — цепь конвейера; 5 — камера облива; 6—камера выдержки г в парах растворителя; 7—сушильная камера