

В мировой практике применяют широкую номенклатуру полимерных покрытий,
отличающихся различной стойкостью против коррозии в атмосфере; действия химических веществ; другими технологическими свойствами (твердостью, эластичностью при обработке и др.),
стоимостью и декоративными свойствами.
Отличие листового проката с полимерными покрытиями от других видов покрытий связано со следующими особенностями производства и потребления:
листовой прокат с полимерными покрытиями заказывают в значительной степени малотоннажными партиями;
в отделениях нанесения покрытий производится частая смена типов и цвета полимерных покрытий;
по мере расширения области применения непрерывно разрабатываются новые и совершенствуются существующие типы покрытий и технология их нанесения.
Учитывая, что потребительские свойства полимерных покрытий непосредственно связаны с составом, технологиями производства и нанесения полимерных материалов, разработка и совершенствование таких покрытий ведется совместно химическими фирмами,
предприятиями по нанесению покрытий и потребителями.
Основное назначение лакового покрытия на белой жести — изоляция ее от соприкосновения с пищевыми продуктами. Для агрессивных консервных сред применяют тару с двухслойным лаковым покрытием. При этом сначала наносят первый слой, высушивают его, а после этого на него наносят второй слой.
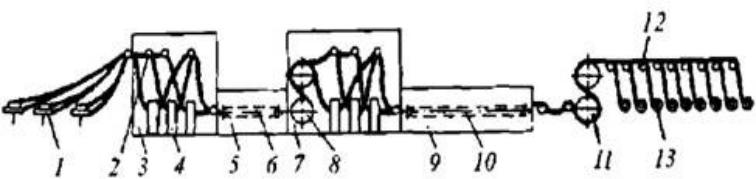
Схема установки лакирования полосы жести: 1 — грибковые разматыватели; 2 — направляющее устройство; 3 — первый лакировочный зал; 4 — первая группа лакировочных машин; 5
—первая сушильная печь; 6 — конвейер первой сушильной печи; 7 — второй лакировочный зал; 8 — транспортно-
охлаждающие барабаны; 9 — вторая сушильная печь; 10 — конвейер второй сушильной печи; 11 — выходные транспортно- охлаждающие барабаны; 12 — поддерживающее устройство; 13 —- моталки
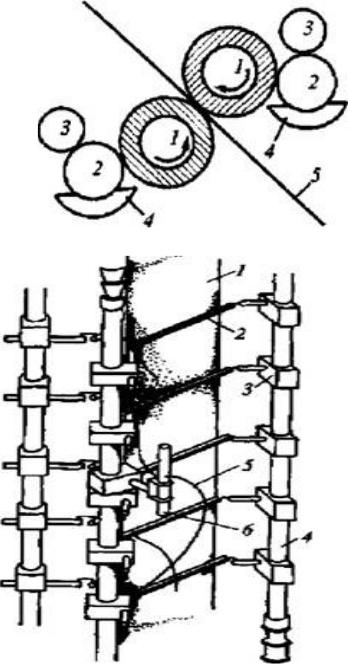
Схема нанесения лака методом наката:
1 — гуммированные лакирующие ролики; 2 — питающие ролики;
3 — ролики, дозирующие массу
покрытия; Схема установки для нанесения лака
4 — ванны с лаком; 5 — полоса на поверхность хромированной жести полосы :
1 — полоса жести;
2 — щелевые распылители (электроды); 3—держатели электродов;
4—стойка для крепления электродов;
5 — штанги для подачи лака; Длина распылителя зависит от ширины
6 — колонка для подачи лака к полосы. Распылители устанавливают на
электродам расстоянии 140-160 мм от полосы с наклоном
щели к горизонтальной плоскости 35-40°. Толщину лакового покрытия регулируют как изменением интенсивности подачи лака насосами заторами, так и изменением числа работающих распылителей.
Лакирование черной жести
Технологические операции подготовки поверхности полосы :
обезжиривание поверхности полосы, промывка,
травление, струйная обработка водой,
пассивация, сушка.
В конце агрегата полосу сматывают в рулон.
Сушка покрытия является важной технологической операцией, от которой зависит не только качество покрытия, но и экономичность всего передела, так как параметры технологии и печи определяют скорость прохождения полосы в агрегате и тем
самым его производительность, а также расход топлива. При лакировании жести применяют конвекционную или
терморадиационную сушку. В первом случае лаковое покрытие сушат нагретым воздухом, находящимся в печи. Первоначально этот метод был более распространен, Отличительная особенность сушки лакового покрытия индукционным нагревом состоит в том, что от тепла, исходящего от металла стальной полосы, поверхностные слои лака сильно насыщаются растворителем, которые необходимо удалить до соприкосновения полосы с роликом, иначе остатки растворителя в поверхностных слоях лаковой пленки будут ухудшать качество покрытия. С этой целью полоса, проходя через камеру охлаждения (см. рис. 186, позиция 34), обдувается с двух сторон холодным воздухом, а из камеры лакирования производится интенсивный отсос паров
растворителя [171]. Сушку лаковых покрытий производят при
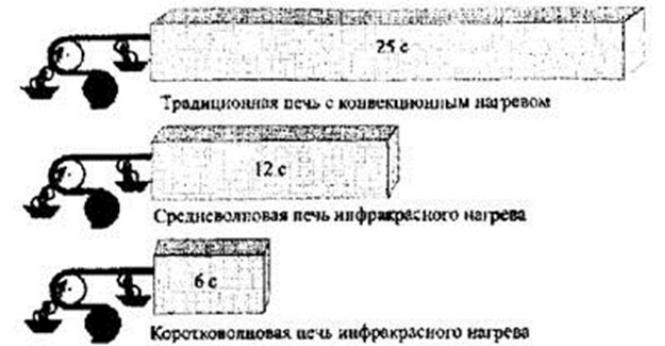
В дальнейшем был освоен и коротковолновый диапазон инфракрасного излучения, при котором наблюдается дальнейшее улучшение теплопередачи. Длина участка с нагревательными элементами в линии нанесения покрытий на рулонную полосу сокращается (см. рис.204), но возрастают требования к плоскостности полосы, а также к тщательности контроля подводимой к излучателям энергии и к расстоянию между излучателями и полосой. Продолжительность нахождения полосы в зоне излучателей сокращается до секунд. Короткая зона конвекции помогает добиться желаемого распределения температуры.
Время сушки полосы с нанесенным полимерным покрытием при разных способах нагрева
Нанесение пленочных и комбинированных элитных покрытий тонких холоднокатаных полос (в том числе и жести)
Толщина пленки составляет, в основном, 50-200 мкм, в отдельных случаях достигает 400 мкм. На пленку наносят тиснение или рисунки, имитирующие древесину, кожу и пр. Рисунок защищается от повреждения и других внешних воздействий прозрачным лаком. Пленку изготовляют из поливинилхлорида или реже из поливинилфторида и полипропилена. Ее наносят обычно на лицевую сторону металла; обратная сторона защищается
грунтовочным материалом или краской.
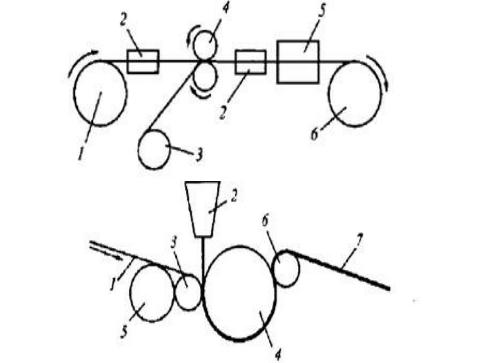
Ламинирование жести полимерными пленками
1 — рулон луженой или хромированной жести; 2 — устройство нагрева;
3 — рулон полимерной пленки;
4 — прижимные ролики;
5 — установка термической обработки
покрытия; 1 — полоса луженой или хромированной
рулон ламинированной жести жести;
2 — фильера; 3 —резиновый ролик; 4— стальной охлаждаемый ролик; 5 — прижимной ролик; 6—
направляющий ролик; 7— полоса жести
Жесть — холоднокатаная отожжённая листовая сталь толщиной 0,10 —0,36 мм, с нанесенными защитными покрытиями из олова, или специальными покрытиями, напр. лак, цинк, хром и другие. Выпускается в листах размерами 512—1000х712-1200 мм или в рулонах шириной до 1 м, массой до 15 тонн.
Белая жесть – тонколистовая сталь, которая покрыта с двух сторон
слоем олова, которая поставляется в виде листов и рулонов.
Технология производства белой жести включает в себя следующие процессы:
•выплавка стали заданного химического состава,
•горячая прокатка; холодная прокатка
•отжиг (непрерывный или в колпаковых печах),
•правка; нанесение оловянного или хромового покрытия,
•пассивация, промасливание,
•резка листов заданных размеров,
•упаковка готовой продукции.
Горячее лужение жести
В зависимости от толщины оловянного покрытия, жесть горячего лужения делят на два класса:
Класс покрытия…………………………….. |
1 |
2 |
1,92-2,67 |
Толщина покрытия на каждой стороне, мм |
|
1,58-1,91 |
|
В зависимости от состояния луженой поверхности и качества формы листов, белая жесть горячего лужения делится на две марки:
ГЖК — горячелуженая жесть консервная ГЖР — горячелуженая жесть разная (ГОСТ 13345). Размеры листов: длина 512, ширина 712 мм.
Жесть поставляют в пачках с указанием числа листов и теоретической массы (из одной марки, одного класса покрытия, одной толщины и одной степени твердости). Число листов должно
быть кратным 50.
Общая масса пачкиТехнне дологическиежна превышатьоперации:1500 кг.
травление,
промывку,
флюсование,
лужение погружением в расплавленное олово ванны,
формирование оловянного покрытия в «жировой» ванне,
обезжиривание,
очистку поверхности.

Техническая характеристика агрегата горячего лужения жести ОАО
«ММК»
Производительность трехрядного агрегата, тыс.т в год …….. 10 Скорость движения жести, м/мин………………………………………..6-15 Выход жести ГЖК, %……………………………………………………….…… 80- 90 Расход олова на 1 т жести, кг……………………………………………… 19-
21 Флюс «наводят» на зеркало расплавленного олова ванны лужения в
Травление проводят в водных растворах соляной или серной виде раствора хлористого цинка (плотность 1,45-1,58 или 600-800 кислоты.
г/л).
Свежий флюс получает рабочую активность только после накопления в нем 8-15% SnCl2 за счет перехода олова ванны во флюс.
Этот процесс называется «проработкой» флюса.
Время обработки жести во флюсе составляет до 0,4 с в листовых автоматах горячего лужения.
В ванне лужения идет образование оловянного покрытия на жести первоначальным слоем до 10-15 мкм.
На участке выхода жести из флюсовой коробки температура оловянной ванны должна быть не более 320-350°С с постепенным падением по пути перемещения жести в жировой среде до 260-28