

Papka_Vz_dlya_bakalavrov_2014g / Рис. норм. распред
..docx
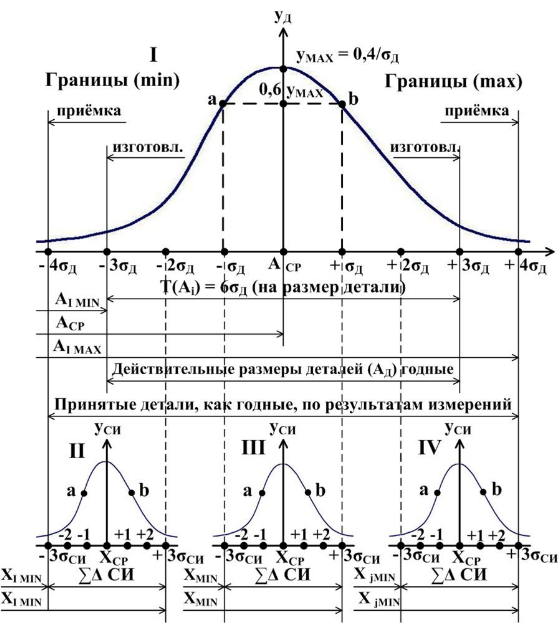
Рисунок - Кривая нормального распределения
I – рассеяние размеров деталей в процессе их обработки
(Ai)действит.;
II, III, IV – рассеяние результатов измерений Xi размеров деталей
(Ai)действит. (II - (Ai)д = Aimin; III - (Ai)д = Aiср.; IV - (Ai)д = Ai max);
a, b – точки перегиба кривых распределений
Как следует из теории вероятностей, кривая нормального распределения
 ,
,
Ai – конкретный действительный размер;
Аср – среднее арифметическое размеров деталей данной партии;
σ – среднее квадратическое отклонение.
 ,
,
где n – количество деталей в партии (n > 1);
mi – частота (количество деталей данного интервала размеров).
Практический ориентир при выборе СИ для конкретных измерений.

На практике поле рассеяния размеров деталей (допуск на размер), принимается равным 6σ, т.е. TAi = 6σ.
Если
суммарная погрешность средства измерения
 ,
то выход размеров Ai
за пределы ±3σ
не
превышает 0,27%. В пределах ±3σ,
годных
Ai
– 99,73%. Выход размеров деталей (Ai)
за границы поля допуска T(Ai)
возможен только в случаях II, когда на
измерения поступают детали с действительными
размерами (Ai)Д
<
(Ai)MIN,
либо в случае IV, когда на измерения
поступают детали с действительными
размерами (Ai)Д
>
(Ai)MAX.
,
то выход размеров Ai
за пределы ±3σ
не
превышает 0,27%. В пределах ±3σ,
годных
Ai
– 99,73%. Выход размеров деталей (Ai)
за границы поля допуска T(Ai)
возможен только в случаях II, когда на
измерения поступают детали с действительными
размерами (Ai)Д
<
(Ai)MIN,
либо в случае IV, когда на измерения
поступают детали с действительными
размерами (Ai)Д
>
(Ai)MAX.
В
остальных случаях (например, случай
III) суммарная погрешность измерения
 обеспечивает измерения Xi
размеров детали Ai,
невыходящими за пределы поля допуска
T(Ai).
обеспечивает измерения Xi
размеров детали Ai,
невыходящими за пределы поля допуска
T(Ai).
Верхнее ES(AΔ) и нижнее EI(AΔ) отклонения замыкающего звена при расчётах вероятностным методом определяют по формулам:
 ,
,
 .
.