

IV. Зенкеры, их назначение, виды и конструкция.
Зенкеры предназначаются для обработки цилиндрических отверстий: необработанных (литых и штампованных) и предварительно просверленных с целью улучшения чистоты поверхности и повышения точности этихотверстий, а в ряде случаев и подготовки их к дальнейшему развертыванию. При обработке отверстий, полученных литьем, ковкой или штамповкой, применяют зенкеры, а не сверла, т.к. при работе по корке они более устойчивы. Среднее значение припуска под зенкерование после сверления составляет примерно 0,5...3 мм на сторону.
По форме режущей части зенкер напоминает спиральное сверло, но в отличие от сверла он имеет не две, а три или четыре главные режущие кромки, расположенные на режущей части; кроме того, зенкер не имеет поперечной кромки. По сравнению со сверлом зенкер обладает повышенной жесткостью и благодаря наличию нескольких режущих лезвий имеет хорошую ориентировку относительно уже сделанного отверстия, поэтомуэтот тип инструмента применяют часто для исправления геометрии отверстия (получение цилиндричности).
Цилиндрический зенкер имеет следующие основные части ( см. рис.7):режущая (заборная) часть, несущая режущие кромки. Эта часть инструмента выполняет основную работу резания;калибрующая (направляющая) часть, имеющая узкие фаски и служащая для направления зенкера в отверстии в процессе резания;хвостовик, служащий для закрепления зенкера в шпинделе станка.

Рис. 7. Элементы и части цилиндрического зенкера.
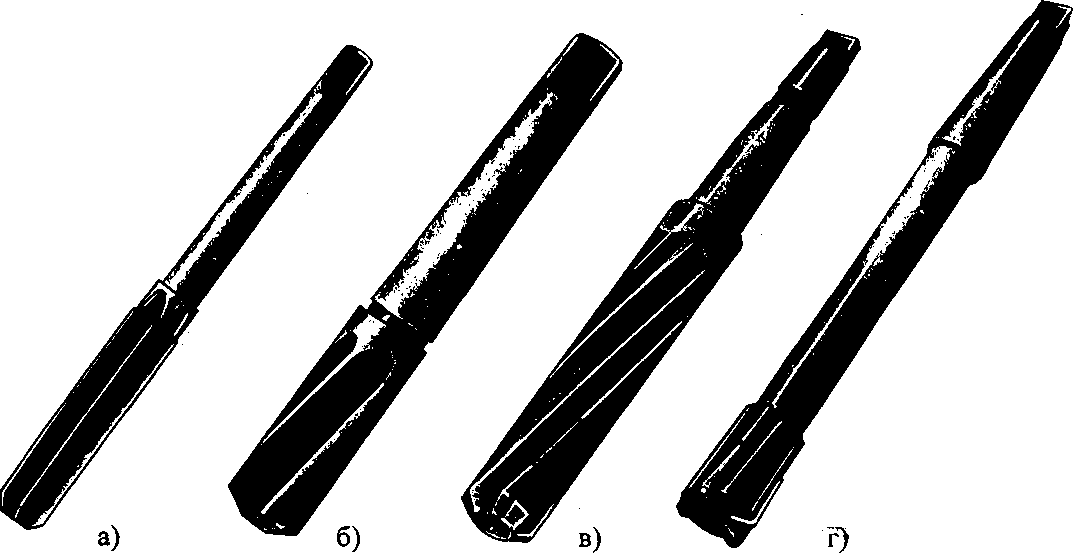
Рис. 8. Разновидности цельных зенкеров.
Для обработки цилиндрических поверхностей применяются цельные зенкеры: с прямыми канавками (рис.8,а), с винтовыми канавками (рис. 8,6), с напаянными твердосплавными пластинами (рис. 8,в). Эти три типа зенкеров можно использовать для обработки отверстий как ручным способом, так и с помощью металлорежущего оборудования. Зенкер, изображенный на рис. 8,г применяется только при обработке на станках (вследствие неразвитой направляющей части) и называется машинным
На рисунке 9 показаны различные виды насадных зенкеров, которые закрепляются на оправке станка и вручную не используются: с напаянными твердосплавными зубьями (рис.9,а), со вставными зубьями (рис. 9,6) и цельный (рис. 9, в.)
Для обработки входной или выходной части отверстия с целью снятия фаски или для изготовления углубления под головку болта, винта или заклепки используется операция зенкования, которая выполняется зенковками (см. рис. 10).

а) б) в)
.
Рис. 9. Насадные зенкера
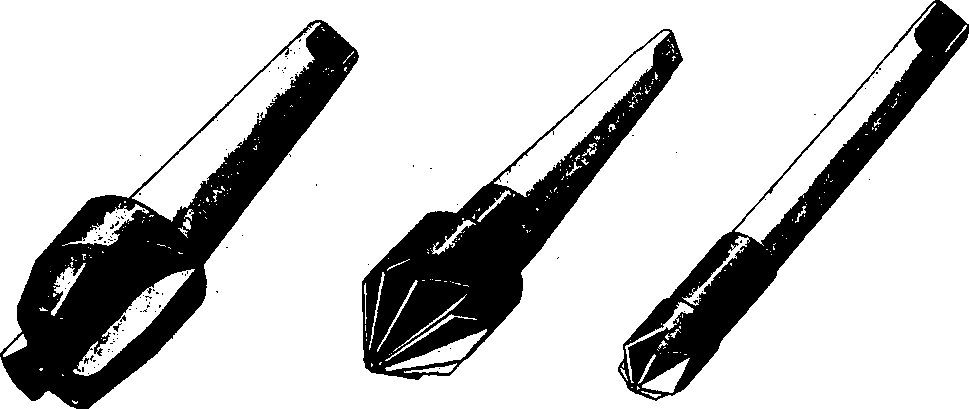
Рис. 10. Разновидности зенковок
V. Развертки, их назначение, виды и конструкция.
Развертка (рис. 11) - многолезвийный инструмент, предназначенный для чистовой обработки отверстий обычно после зенкерования. Число лезвий составляет от 6 до 12. После операции развертывания получается низкая шероховатость поверхности (высокая чистота) и достаточно точный размер ( по 6...8 квалитету). Припуск под обработку составляет 0,05.. .0,3 мм на сторону.

Рис. 11. Элементы цилиндрической развертки.
Развертывание отверстий можно выполнять на сверлильных или токарных станках, а также вручную. Развертки, применяемые для станочного развертывания отверстий, называются машинными (см. рис. 12).

Рис. 12. Виды машинных разверток.
Машинные развертки отличаются от ручных более короткой рабочей частью. Они закрепляются в качающихся (плавающих) державках, установленных в патроне или непосредственно в шпинделе станка. Ручная развертка, не имеющая возможность быть сцентрированной на станке, имеет длинную заборную часть, благодаря которой инструмент имеет возможность самостоятельно центрироваться по отверстию. На рисунке 13,а показана ручная цилиндрическая развертка с прямым зубом, на рисунке 13,6 - с. винтовым зубом и на рисунке 13,в - ручная коническая развертка с прямым зубом

а) б) в)
Рис. 13. Разновидности ручных разверток.
Конические развертки применяются для предварительного и окончательного развертывания конических поверхностей. Обычно такие развертки состоят из комплекта (см. рис. 14), первая - черновая (рис. 14,а) - обращает цилиндрическое отверстие в ступенчатое. Промежуточная коническая развертка (рис. 14,6) предназначена для раздробления стружки и придания отверстию более правильной конической формы. Последняя - чистовая развертка (рис. 14,в) - снимает стружку по всей режущей кромке конуса.

Рис. 14. Комплект конических разверток.
По своему устройству развертки делятся на две больших группы: постоянные и регулируемые. На рисунке 15 показана цилиндрическая регулируемая развертка. Корпус такой развертки сделан полым коническим, с продольными канавками, прорезанными между зубьями на длине рабочей части. При завертывании винта, расположенном с торца развертки, шарик, расположенный внутри, продвигаясь по внутренней конической поверхности, "распирает" тело инструмента, тем самым изменяя наружный диаметр.
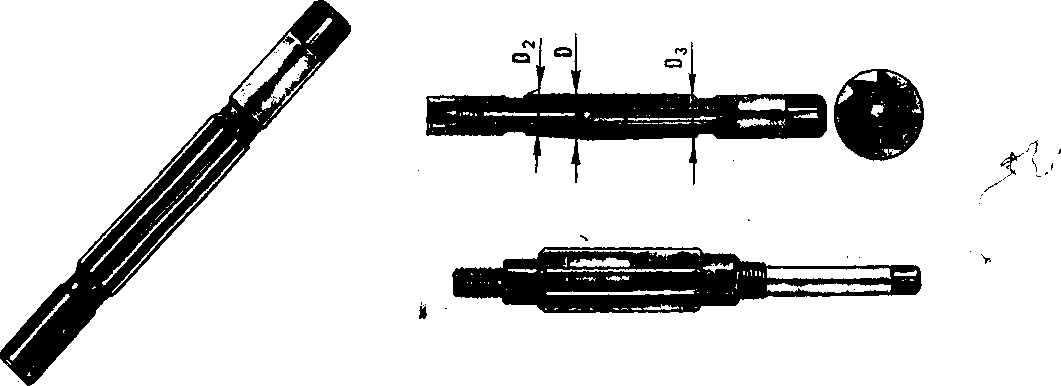
Рис. 15. Регулируемые ручные развертки.
Для получения отверстий идеальной цилиндрической формы с низкой шероховатостью поверхности применяется растачивание. В качестве инструмента используется обычно расточный резец (рис. 16). Операция растачивания может производиться на станках токарной группы, расточных станках и на координатно-расточных.
Для нарезания резьбы
в отверстиях применяются метчики. Метчик
- режущий инструмент,
представляющий собой закаленный винт,
на котором прорезано несколько
продольных канавок (прямых или винтовых),
образующих режущие кромки (рис.
16). Метчик имеет рабочую часть и хвостовик,
заканчивающийся квадратом. Рабочая
часть метчика состоит из заборной и
калибрующей частей. Заборная
часть - передняя
конусная часть метчика, которая первой
входит в отверстие и осуществляет
всю основную работу резания. Калибрующая
часть направляет
метчик в отверстие и окончательно
калибрует резьбу.
Ручные метчики - служат для нарезания резьбы вручную. Они обычно изготавливаются комплектами из двух или трех метчиков. В комплект, состоящий из трех метчиков, входят черновой, средний и чистовой метчики.
Машинно-ручные метчики применяются для нарезания цилиндрической и конической резьбы в сквозных и глухих отверстиях. Этими метчиками можно нарезать машинным способом резьбы всех размеров и вручную

Рис. 16. Ручной метчик и его элементы.