

Курсовая работа / Пояснительная записка
.docxМИНИстерство науки и высшего образования РФ
Санкт-Петербургский государственный
электротехнический университет
«ЛЭТИ» им. В.И. Ульянова (Ленина)
Кафедра информационных систем
Курсовая работа
по дисциплине «Моделирование систем массового обслуживания»
Работа оценена на 84 %.
Комментарий преподавателя: Моделирование используется для подбора параметров, чтобы сделать систему лучше. У вас получился высокий процент отказа, но вы не делаете чётких рекомендаций через эксперимент. Как-то средне подошли к работе.
Студент гр. 93— |
|
— |
Преподаватель |
|
Татарникова Т. М. |
Санкт-Петербург
2022
Задание на курсовую работу
Студент —
Группа: 93—
Тема работы: Моделирование системы массового обслуживания
Исходные данные:
На комплектовочный конвейер сборочного цеха каждые 5 ± 1 мин поступают 5 изделий первого типа и каждые 20 ± 7 мин поступают 20 изделий второго типа. Конвейер состоит из секций, вмещающих по 10 изделий каждого типа. Комплектация начинается только при наличии деталей обоих типов в требуемом количестве и длится 10 мин. При нехватке деталей секция конвейера остаётся пустой.
Смоделировать работу конвейера сборочного цеха в течение 8 ч. Определить вероятность пропуска секции, средние и максимальные очереди по каждому типу изделий. Определить экономическую целесообразность перехода на секции по 20 изделий с временем комплектации 20 мин.
Содержание пояснительной записки:
«Введение», «Построение концептуальной модели», «Разработка имитационной модели», «Проведение экспериментов», «Анализ результатов».
Дата выдачи задания: 01.09.2022
Дата сдачи задания: 24.12.2022
Студент гр. 93— |
|
— |
Преподаватель |
|
Татарникова Т. М. |
Аннотация
В данной курсовой работе представлены концепции, используемые при разработке имитационных моделей: анализ задачи, формализация, выполнение экспериментов, анализ результатов. Результатом работы является созданная имитационная модель сборочного цеха.
Содержание
1. Построение концептуальной модели 5
2. Разработка имитационной модели 7
3. Проведение экспериментов 11
4. Анализ результатов 14
Перед организацией работы сборочного цеха могут возникнуть различные проблемы при нестабильности системы. Чтобы их избежать, необходимо спроектировать имитационную модель работы цеха и проанализировать стабильность полученных результатов.
1. Построение концептуальной модели
Составим структурную схему процесса функционирования системы.

Рисунок 1.1. Структурная схема функционирования модели.
Возникновение очередей возможно в секциях, когда происходит комплектация деталей, а также перед секциями, если секция полностью заполнена. Очередь формируется по правилу FIFO (первый пришёл — первый вышел). В работе будет оцениваться средняя и максимальная длины очереди по каждому из изделий.
Применение аналитического подхода к данной задачи невозможно или очень затруднительно без упрощения модели, поэтому в данной работе используется имитационный метод моделирования.
Построим Q-схему рассматриваемой модели.
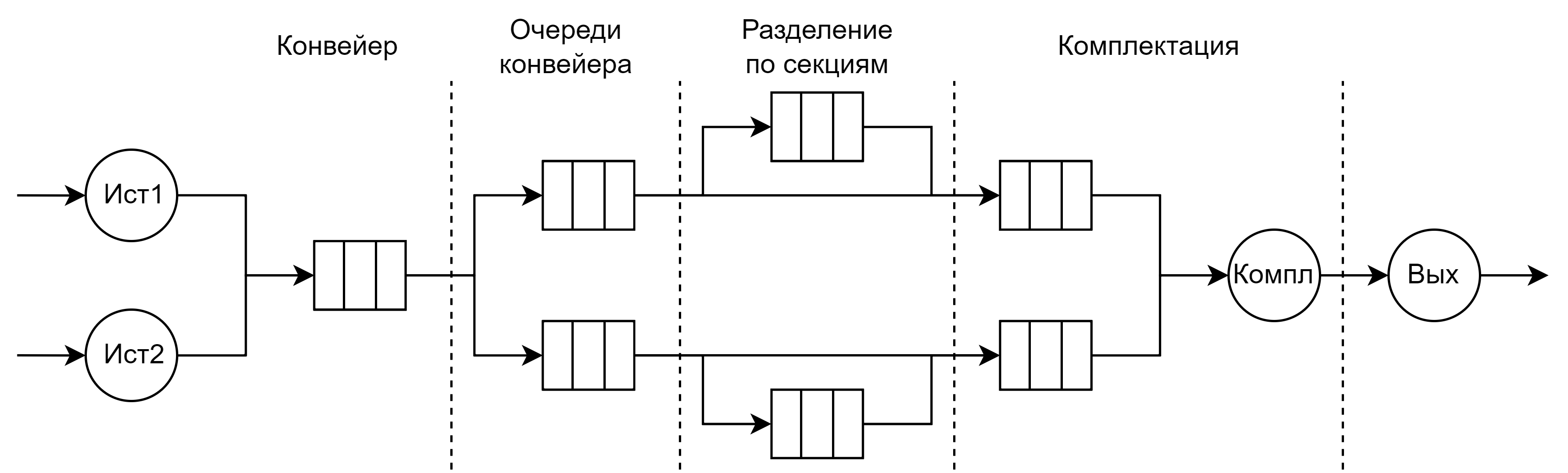
Рисунок 1.2. Q-схема системы.
Для того, чтобы организовать комплектацию, понадобятся два накопителя по 10 деталей, детали которых одновременно поступают на сборку. В случае, если накопители заполнены, используются секции конвейера, которые также вмещают по 10 деталей.
Детали поступают на конвейерную ленту, организованную в виде неограниченной очереди. Затем для подсчёта длины очереди каждого типа деталей конвейер разделяется на две очереди. После этого деталь помещается в соответствующей её типу накопитель комплектации или, если накопитель занят, отправляется в специальную секцию конвейера, вместимость каждой из которых составляет 10 деталей.
На
вход системы поступает два потока
деталей по времени с равномерным
распределением ( ).
Время сборки — константное, равное 10
минутам.
).
Время сборки — константное, равное 10
минутам.
2. Разработка имитационной модели
Для разработки имитационной модели используется программное обеспечение AnyLogic (разработчик: The AnyLogic Company).
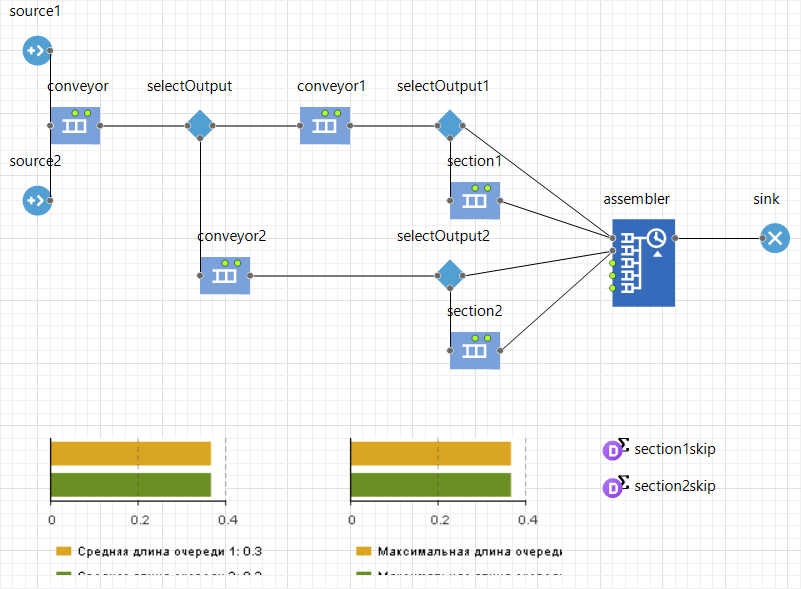
Рисунок 2.1. Схема имитационной модели в среде AnyLogic.
В качестве двух накопителей и сборщика с задержкой выступил объект «assembler».
«source1» и «source2» генерируют агенты с первым и вторым типами соответственно за случайное равномерно-распределённое время.
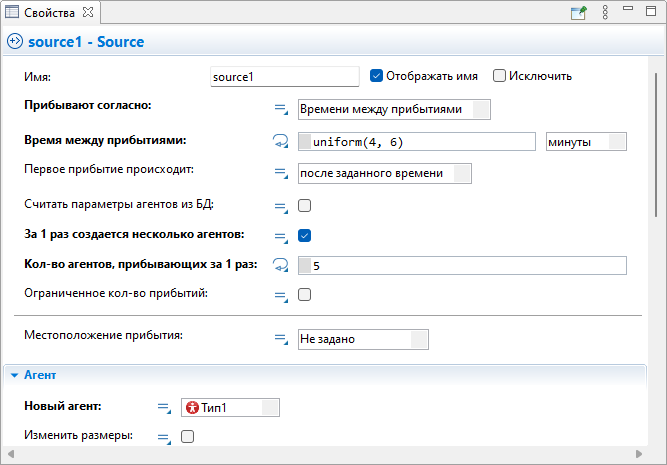
Рисунок 2.2. Свойства объекта «source1».
В отличие от «source1» объект «source2» генерирует 20 агентов «Тип2» со временем между прибытием, равным uniform(13, 27) мин.
Оба источника отправляют своих агентов в бесконечную очередь «conveyor».
Затем агенты попадают в объект «selectOutput», который распределяет агентов в зависимости от их типа по двум разным очередям. Это делается с помощью условия agent instanceof Тип1.
Эти очереди нужны для подсчёта длины очереди на конвейере для каждой из типа деталей. Для этого созданы две столбиковые диаграммы. В одной из них считается средняя длина очереди с помощью conveyor1.statsSize.mean() и conveyor2.statsSize.mean() соответственно для первого и второго конвейеров. Во второй — максимальная длина с помощью conveyor1.statsSize.max() и conveyor2.statsSize.max().
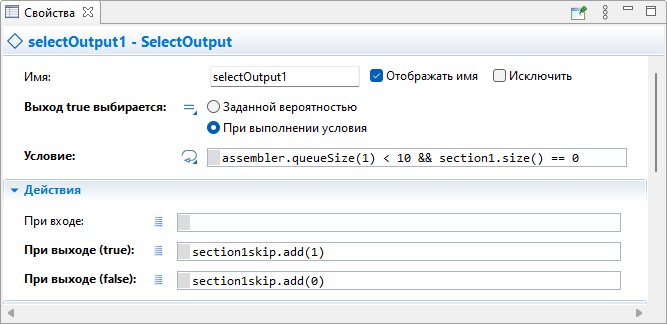
Рисунок 2.3. Свойства объекта «selectOutput1».
После конвейерных очередей агенты попадают в объект «selectOutput1» или «selectOutput2». Эти объекты определяют заполненность объекта «assembler» соответствующим типом детали. Если «assembler» свободен, то деталь отправляется в него, иначе она поступает в очередь «section1» или «section2» с вместимостью 10 каждая и ожидает там. Условия, которые реализуют вышеописанное выглядят следующим образом:
assembler.queueSize(1) < 10 && section1.size() == 0
assembler.queueSize(2) < 10 && section2.size() == 0
Для нахождения вероятности пропуска секций используются объекты сбора статистики «section1skip» и «section2skip», которые вычисляют основную статистическую информацию для последовательности измеренных значений. При отправке детали в секцию в статистическую информацию добавляется 0 (section1skip.add(0)), при отправке в сборщик — 1 (section1skip.add(1)). Затем в режиме имитации можно будет увидеть среднее значение добавленных данных.
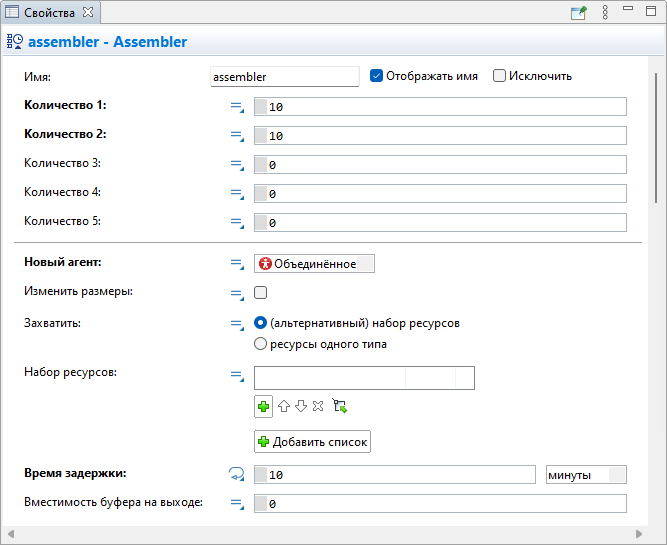
Рисунок 2.4. Свойства объекта «assembler».
Объект сборщика требует для сборки одной объединённой детали по 10 деталей каждого типа, и сборка занимает 10 минут. После комплектации моделируемый процесс заканчивается.
3. Проведение экспериментов
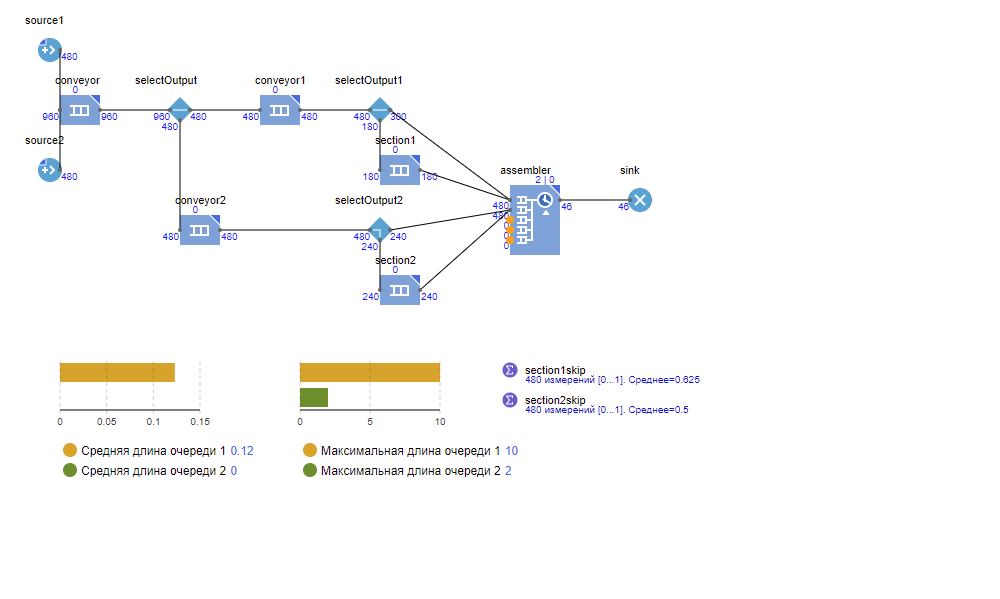
Рисунок 3.1. Состояние модели после симуляции в течение 8 часов.

Рисунок 3.2. Состояние модели после симуляции в течение 1 дня.
Перейдём на секции по 20 изделий с временем комплектации 20 минут.
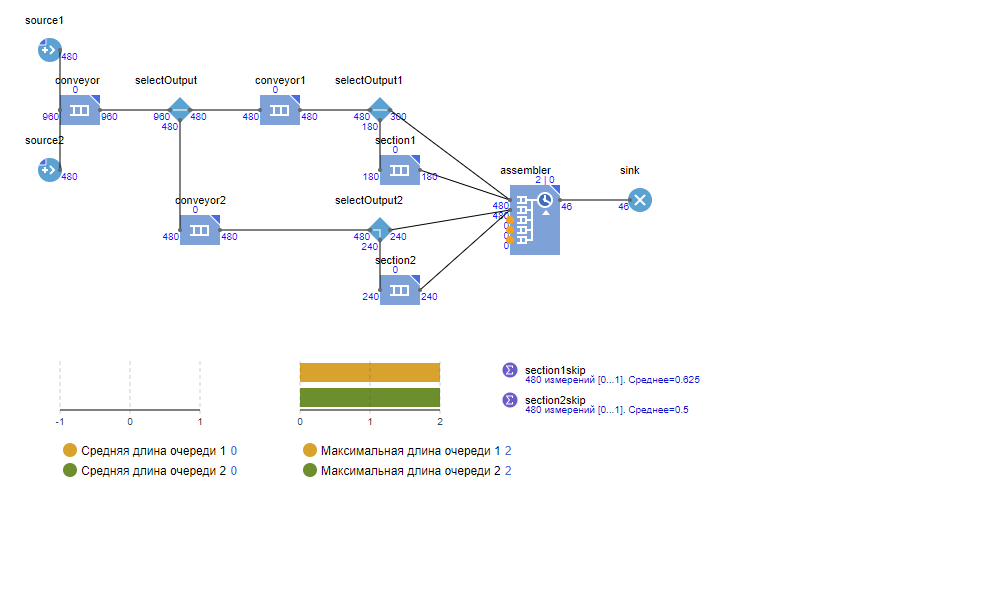
Рисунок 3.3. Состояние изменённой модели после симуляции в течение 8 часов.
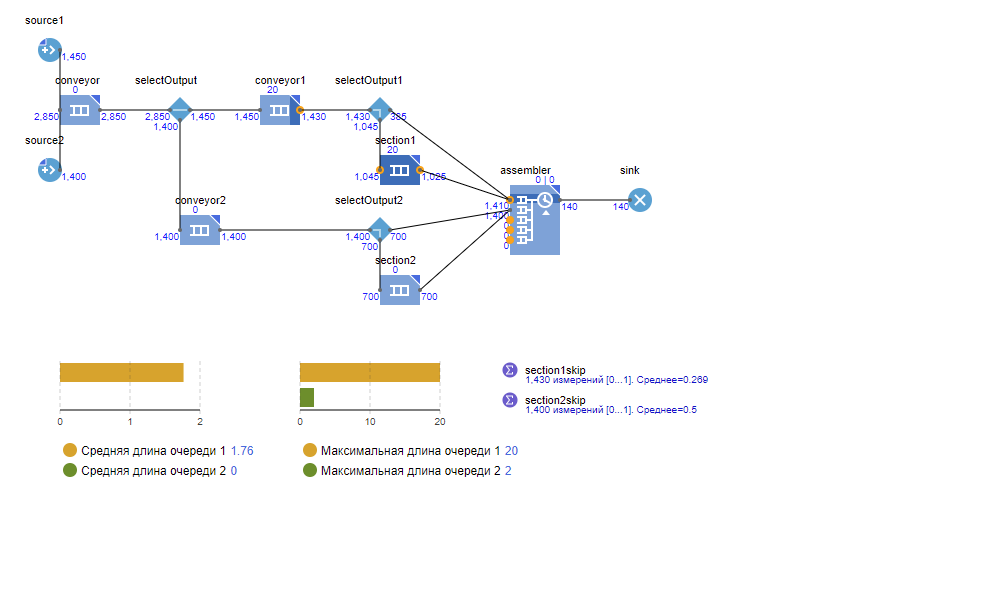
Рисунок 3.4. Состояние изменённой модели после симуляции в течение 1 дня.
Изменив частоту прихода деталей второго типа с 20 деталей за 20 ± 7 мин до 10 деталей за 10 ± 3,5 мин, получим стабильно работающую систему в течение 24 часов.
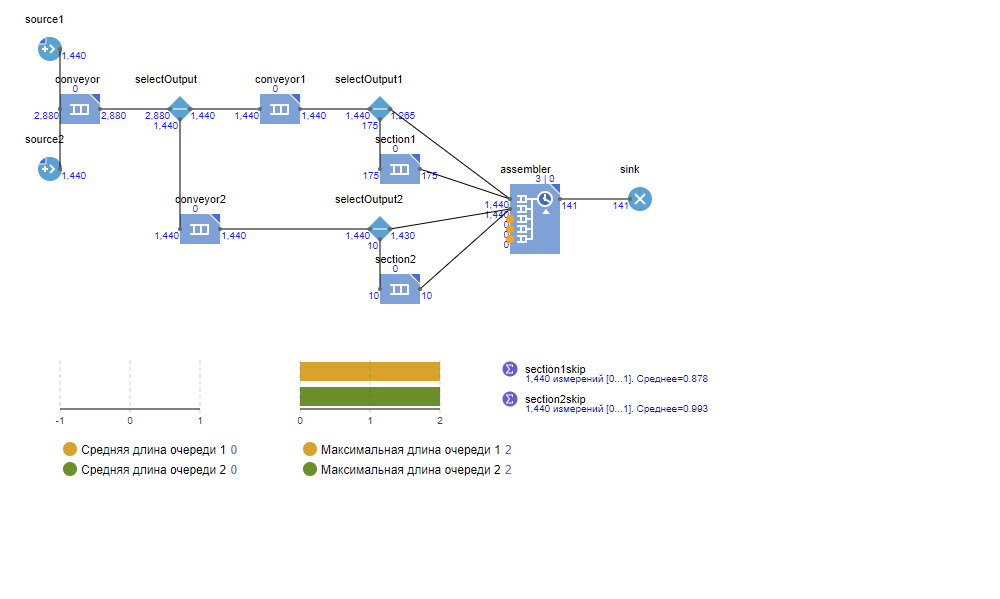
Рисунок 3.5. Состояние модели после симуляции в течение 1 дня после изменений в частоте прихода деталей второго типа.
4. Анализ результатов
Результаты системы после 8 часов работы:
вероятность пропуска секции:
для первого типа — 0,625,
для второго типа — 0,5;
средняя очередь секции:
для первого типа — 0,12,
для второго типа — 0;
максимальная очередь секции:
для первого типа — 10,
для второго типа — 2.
После запуска модели на 24 часа длина очереди для деталей первого типа со временем возрастает (средняя: с 0,12 до 5,71; максимальная: с 10 до 30), и, соответственно, вероятность пропуска секции снижается (с 0,625 до 0,271). Изменение в характеристиках говорит о нестабильности системы.
Оценим целесообразность перехода на секции по 20 изделий с временем комплектации 20 минут. После изменения в модели очереди на конвейере пропали. Впрочем, система осталась нестабильной: в течение 24 часов очередь всё же появилась. Изменение времени сборки с 10 до 20 минут, в целом, ни на что не повлияло.
Рекомендации по реализации
В системе может образоваться очередь из деталей первого типа, поэтому при её реализации стоит избегать длительных запусков и увеличить частоту производства деталей второго типа в два раза.