2 лабораторная / АСБ-016_Федотов_Г.К._Отчет_2_лаб.раб
..docxФЕДЕРАЛЬНОЕ АГЕНТСТВО ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
Федеральное государственное бюджетное образовательное учреждение высшего образования
«Петербургский государственный университет путей сообщения
Императора Александра I»
(ФГБОУ ВО ПГУПС)
Кафедра «Наземные транспортно-технологические комплексы»
ОТЧЕТ по лабораторной работе №2
«Проектирование технологического процесса восстановления деталей машин методом механизированной наплавки»
по дисциплине «Техническое обслуживание и ремонт транспортных средств»
Выполнил обучающийся ____________ ______Федотов Г.К.____
(подпись, дата) (инициалы, фамилия)
Учебная группа___АСБ-016______
(шифр)
Руководитель _доцент М.В. Харлов_____
(ученое звание или должность, подпись, дата) (инициалы, фамилия)
Санкт-Петербург
2023
Рейтинговая оценка выполнения
лабораторной работы по дисциплине «Техническое обслуживание и ремонт транспортных средств»
Студент ______Федотов Г.К.____________, группа __АСБ-016__
Показатель оценивания |
Критерии оценивания |
Шкала оценивания |
Оценка |
Правильность ответа на вопрос
|
Получены правильные ответы на вопросы |
3 |
|
Получены частично правильные ответы |
1 |
|
|
Получены неправильные ответы |
0 |
|
|
Соответствие методике выполнения |
Соответствует |
3 |
|
Не соответствует |
0 |
|
|
Срок выполнения работы
|
Работа выполнена в срок |
2 |
|
Работа выполнена с опозданием на 1 неделю |
1 |
|
|
Работа выполнена с опозданием на 2 недели и более |
0 |
|
|
Точность выводов |
Выводы носят конкретный характер |
3,6 |
|
Выводы носят формальный характер |
1 |
|
|
ИТОГО |
11,6 |
|
|
Преподаватель ________________ ____доцент____ ___Харлов М.В.___
(подпись) (должность) (Фамилия И.О.)
Лабораторная работа
«Проектирование технологического процесса восстановления деталей машин методом механизированной наплавки»
Цель работы: приобретение практических навыков в разработке технологических процессов ремонта деталей вращения методом механизированной наплавки.
Деталь износа имеет следующие размеры: Длина = 31 мм
Диаметр = 20 мм
Мой вариант 16: Иmax = 2,721472 = 2,7 мм
Примем припуск на обработку Δ=1 мм
1 Выбор способа наплавки
Способ наплавки выбирается исходя из технических условий на ремонт деталей:
Для мелких деталей вращения (диаметром до 20 мм) целесообразно применять наплавку в среде углекислого газа, а также вибродуговую наплавку;
2 Выбор оборудования
Механизированную наплавку выполняют на специальном оборудовании или на переоборудованных для наплавки токарных станках. Технические характеристики оборудования приведены в табл. 1
Табл. 1
Марка оборудования |
Марка источника сварочного тока |
Назначение оборудования |
Максимальный диаметр детали, мм |
Максимальная длина детали, мм |
Сварочный ток, А |
Диаметр Сварочной проволоки, мм |
ОКС-11239 |
ВДМ-1001 |
Вибродуговая наплавка |
400 |
1240 |
800 |
2,0…3,0 |
3 Расчет режимов наплавки
3.1 Определение толщины наплавляемого металла
Толщина наплавляемого слоя должна быть минимальной, однако после механической обработки на поверхности детали не должно быть дефектов в виде раковин или шлаковых включений.
Таким образом, толщина наплавляемого слоя будет равна максимальному износу плюс припуск на обработку. Износ определяется измерением детали, а припуск на обработку наплавленных поверхностей обычно лежит в пределах Δ = 0,5…1,5 мм. Следовательно,
 ,
,
где
Иmax – максимальный износ детали;
Δ– припуск на обработку.
Примем Δ = 1 мм
 мм
мм
3.2 Определение диаметра электродной проволоки
Диаметр электродной проволоки подбирают в зависимости от требуемой толщины наплавляемого слоя и количества наплавляемых слоев:
 ,
,
где tн – толщина наплавляемого слоя, мм;
η = 0,9…0,95 – коэффициент наплавки, учитывающий частичное выгорание электрода.
Примем η = 0,9
 мм
мм
Для двухпроходного процесса (необходимо из-за слишком большого износа)
 мм
мм
Окончательно диаметр электродной проволоки определяют по стандартным значениям (табл. 18).
Марка проволоки и краткая характеристика |
Диаметр сварочной проволоки, мм |
Краткая характеристика поверхностного слоя после наплавки |
Нп30; среднеуглеродистая, С ≈ 0,3%,для осей, валов |
0,8; 1,0; 1,2; 1,4 1,6; 2,0; 2,5; 3,0; 3,2; 3,5 |
Твердость HRC30 |
3.3 Определение величины сварочного тока.
Сила сварочного тока подбирается таким образом, чтобы не выгорал основной материал детали и вместе с тем равномерно и полностью без прихватывания расплавлялась электродная проволока:
 ,
,
где dэ – диаметр электродной проволоки, мм;
Dа– плотность тока, А/мм2,которая определяется по экспериментальному графику (рис. 28).
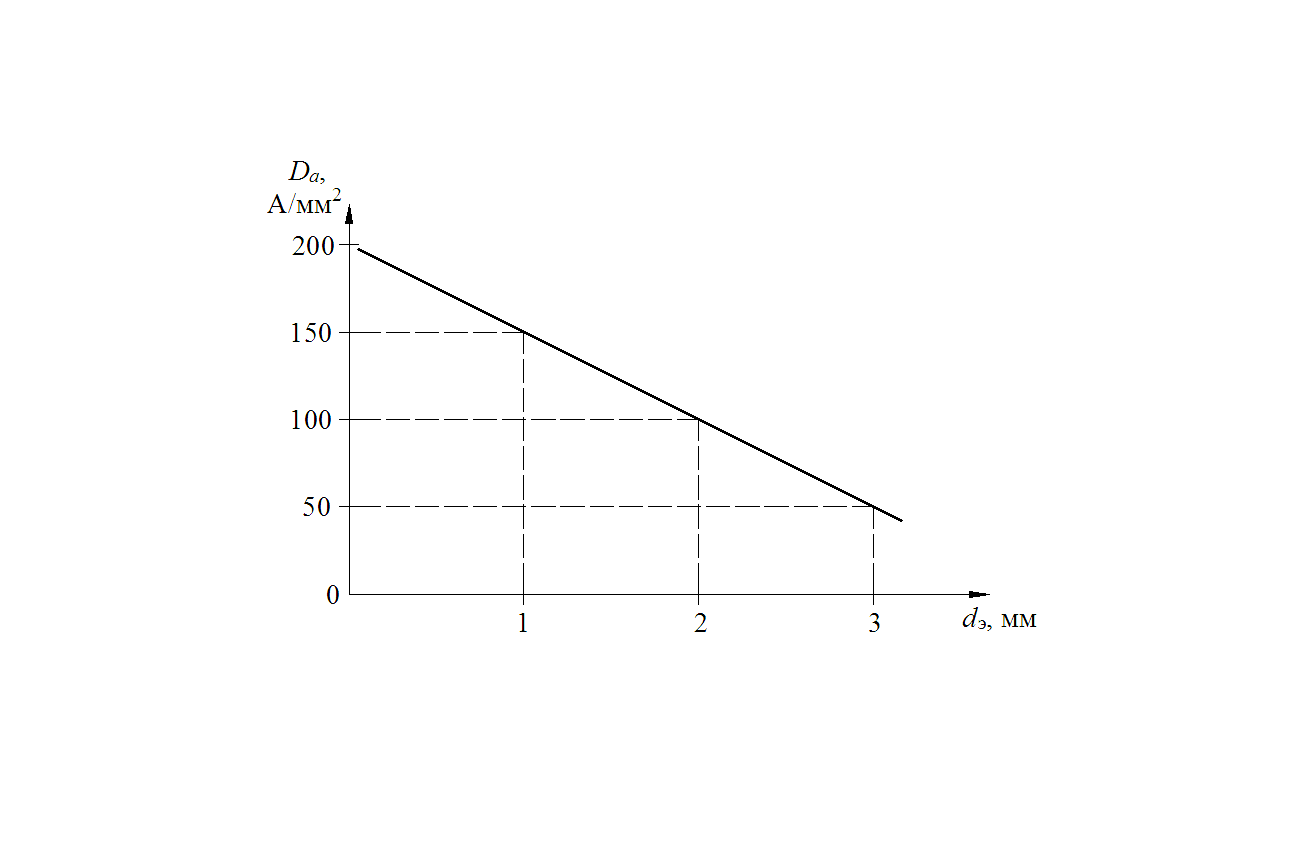

75
2,5
Рис. 28. Зависимость плотности тока от диаметра электрода
 А
А
3.4 Определение частоты вращения наплавляемой детали
Частота вращения детали должна быть подобрана таким образом, чтобы расплавленный металл распределялся на детали ровно без наплывов, растеканий и впадин:
 ,
,
где dэ – диаметр электродной проволоки, мм;
Vп – скорость подачи сварочной проволоки по мундштуку, которая обычно принимается в пределах 50…80 мм/мин;
Примем Vп = 50 мм/мин
η = 0,9…0,95 – коэффициент наплавки (с учетом выгорания и разбрызгивания металла при наплавке);
η = 0,9
D – диаметр наплавляемой детали,мм;
D = 20 мм
t – толщина наплавляемого слоя, мм;
t = 3,7 мм
S – подача сварочного мундштука, мм/об (для ориентировочных расчетов подачу можно принять равной диаметру электродной проволоки).
S = 2,5 мм
3.5 Расчет расхода сварочной проволоки на наплавку
Масса сварочной проволоки для наплавки детали определяется как произведение удельного веса наплавленного металла на его объем:
 ,
,
где ρ≈ 7,85∙10-6 – удельный вес стали , кг/мм3;
Vн – объем наплавленного металла, мм3.
3.6 Расчет норм времени
Для операции наплавки необходимо рассчитать техническую норму времени, мин:
 ,
,
Где То – основное время наплавки деталей вращения, мин:
 ,
,
где L – длина наплавляемой поверхности детали, мм;
n – число оборотов детали, мин-1;
S – подача сварочной головки, мм/об;
i – количество проходов при наплавке.
Тв – вспомогательное время (время на подготовку инструмента, измерение детали): Тв ≈ 12%То;

Тд − дополнительное время:
 ,
,
где Тобсл.ст. – время обслуживания станка: Тобсл.ст.= 5%Топер.;
Топер– оперативное время:
 ;
;

Тотд – время на отдых, Тотд ≈ 2%Топер.

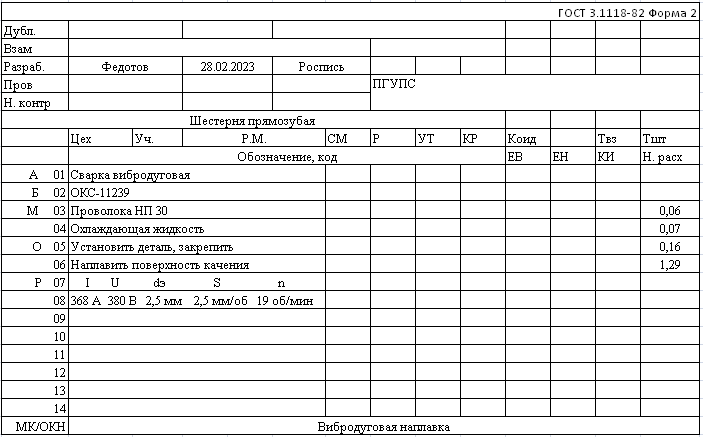
4 Оформление технологической документации
В состав технологической документации в соответствии с требованиями «Правил оформления документов на технологические процессы ремонта Р.50-60-88» входят различные виды технологических документов, одним из которых является операционная карта по ГОСТ 3.1118-82.