

новая папка 1 / 302132
.pdf2693
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «ЛИПЕЦКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра технологии машиностроения
Кадры для региона
Кафедра технологии машиностроения Институт машиностроения
ИССЛЕДОВАНИЕ ТЕМПЕРАТУРЫ ПОВЕРХНОСТИ
ЗАГОТОВКИ ПРИ ШЛИФОВАНИИ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ к лабораторной работе
по курсу «Тепловые процессы в технологических системах»
Составитель Д.В. БОЛГОВ
Липецк Липецкий государственный технический университет
2014
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «ЛИПЕЦКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра технологии машиностроения
ИССЛЕДОВАНИЕ ТЕМПЕРАТУРЫ ПОВЕРХНОСТИ ЗАГОТОВКИ
ПРИ ШЛИФОВАНИИ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ к лабораторной работе
по курсу «Тепловые процессы в технологических системах»
Составитель Д.В. БОЛГОВ
Липецк Липецкий государственный технический университет
2014
УДК 621.923(07) Б79
Рецензент – В.В. Кавыгин, канд. техн. наук, доц.
Болгов, Д.В.
Б79 Исследование температуры поверхности заготовки при шлифовании [Текст]: методические указания к лабораторной работе по курсу «Тепловые процессы в технологических системах» / сост. Д.В. Болгов. – Липецк: Изд-во Липецкого государственного технического университета,
2014. – 12 с.
Представлено исследование температуры поверхности заготовки при шлифовании.
Методические указания рекомендованы студентам-бакалаврам, обучающимся по направлению 15.03.05 «Конструкторскотехнологическое обеспечение машиностроительных производств» для выполнения лабораторной работы по учебной дисциплине «Тепловые процессы в технологических системах».
Табл. 2. Ил. 3. Библиогр.: 3 назв.
© ФГБОУ ВПО «Липецкий государственный технический университет», 2014
Цель работы – знакомство студентов с методикой экспериментального исследования тепловых явлений, возникающих при шлифовании металлов.
Материально-техническое оснащение
1.Плоскошлифовальный станок.
2.Шлифовальный круг ПП 250x63x25 мм из электрокорунда.
3.Прибор быстродействующий самопишущий Н 338 – 1П.
4.Полуискусственная термопара сталь 45 – копель.
5.Амперметр.
Общие указания
1.Ознакомиться с техническими характеристиками и условиями эксплуатации прибора Н 338 – 1П в соответствии с его описанием, приведенным в прил. 1.
2.Изучить методические указания к лабораторной работе.
3.Выполнить 1-ю и 2-ю серии опытов с получением графиков зависимости температуры поверхностных слоев заготовки от глубины шлифования t и скорости продольной подачи V по типу графиков, приведенных на рис.1.
Вкаждой серии выполняют не менее трех опытов, а для каждого опыта проводят не менее трех испытаний. На диаграммной ленте в криволинейной системе координат получают графики Т = f (zл), т.е. зависимости температуры поверхности заготовки Т от координаты продольного перемещения диаграммной ленты zл .
Для каждого i-го испытания в опытах фиксируют значение тока рабочего хода станка Ip.x.i с помощью амперметра, встроенного в электрическую цепь
главного движения станка. Определяют среднее значение  p.x.для каждого опыта. В конце исследования определяют ток холостого хода Iх.x..
p.x.для каждого опыта. В конце исследования определяют ток холостого хода Iх.x..
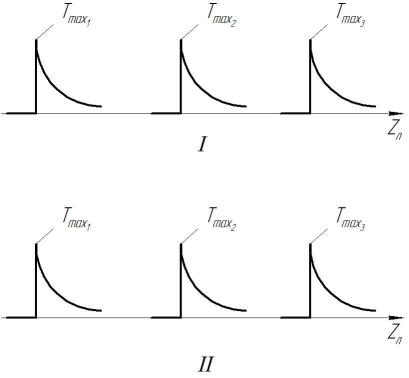
Рис. 1. Экспериментальные графики зависимости температуры поверхности заготовки от режимов резания:
1, 2, 3 – номера испытаний в опыте; I, II – номера опытов в серии
4. Обработать графики, полученные в сериях опытов, и построить графики функций  max = f(t) и
max = f(t) и  max = f(V), т.е. зависимостей средней максимальной температуры от глубины шлифования t и скорости продольной подачи стола V. Пример такого графика приведен на рис. 2.
max = f(V), т.е. зависимостей средней максимальной температуры от глубины шлифования t и скорости продольной подачи стола V. Пример такого графика приведен на рис. 2.
Предварительно результаты опытов сводят в табл. 1 прил. 2 для каждой серии опытов.
При считывании значений температур Тmaxi с диаграммной ленты используют выражение
Тmaxi = lmaxi  ,
,
где lmaxi – максимальное отклонение самопишущего устройства прибора по криволинейной координате диаграммной ленты относительно нулевой линии (середина диаграммной ленты) для i-го испытания в опыте, мм;  – масштаб температуры, °С / мм.
– масштаб температуры, °С / мм.

Рис. 2. График зависимости средней максимальной температуры  max от глубины шлифования t (1) и скорости продольной подачи V (2)
max от глубины шлифования t (1) и скорости продольной подачи V (2)
Масштаб температуры  связан с тарировочным графиком полуискусственной термопары и коэффициентом усиления входного сигнала прибора Н338 – 1П. Его значение устанавливают в отдельных экспериментах, а
связан с тарировочным графиком полуискусственной термопары и коэффициентом усиления входного сигнала прибора Н338 – 1П. Его значение устанавливают в отдельных экспериментах, а
вданной работе его значение указано на диаграммной ленте (см. рис. 1).
5.По заданию преподавателя один из графиков функции Т = f (zл) (см. рис. 1), представляющий собой только отражение процесса шлифования и измерения температуры поверхностного слоя заготовки, построить в реальном времени и в прямоугольной системе координат как функцию Т = f (zcm). В этой функции координата стола шлифовального станка или заготовки zcm связана со скоростью продольной подачи стола V и соответствует координате ленты zл. Координату стола (заготовки) определяют по следующему выражению:
Z |
Z |
V |
|
|
|
||
cmi |
лi V , |
||
|
|
л |
|
где V и Vл – соответственно скорость продольной подачи стола и диаграммной ленты, мм/с.

График зависимости Т = f (zcm) приведен на рис. 3.
Рис. 3. График зависимости температуры поверхности заготовки от координаты стола (заготовки) zcm:
1 – экспериментальная кривая;
2 – расчетные значения температуры
Для его построения используют результаты обработки одного из графиков зависимости Т = f (zл), которые заносятся в табл. 2 прил. 2.
Ti = li·T + t0 ,
где Тi – температура, соответствующая i-й координате стола zcmi; li –отклонение пишущего устройства прибора по криволинейной координате диаграммной ленты, соответствующее zcmi.
При построении графика функции Т = f (zcm) следует иметь в виду, что в соответствии с методикой расчета температуры заготовки положительным направлением координаты zcm является направление в левую сторону от термопары.
6.Произвести расчетное определение температуры поверхности шлифуемой заготовки в нескольких точках, соответствующих zcm [1]. Эти точки задаются преподавателем для каждого студента.
7.Сделать заключение о причинах несовпадения в некоторых точках значений температур, полученных экспериментальным и расчетным путем.
Техника безопасности
1.Перед началом работы студенты обязаны ознакомиться с инструкцией по технике безопасности для лаборатории и соблюдать ее на протяжении всех занятий.
2.Включать станок разрешается только в присутствии лаборанта или преподавателя.
3.Перед пуском станка необходимо убедиться в надежности закрепления заготовки, инструмента и отсутствии посторонних предметов в зоне резания.
4.Работать разрешается только в защитных очках.
Библиографический список
1.Кириллов, Е.С. Исследование температурного поля поверхностных слоев заготовки при шлифовании [Текст]: методические указания к лабораторной работе / Е.С. Кириллов. – Липецк: ЛипПИ, 1987. – 24 с.
2.Резников, А.Н. Тепловые процессы в технологических системах [Текст]:
учеб. для вузов по специальностям «Технология машиностроения» и «Металлорежущие станки и инструменты». /А.Н. Резников, Л.А. Резников. – Москва: Машиностроение, 1990. – 288 с.
3.Михеев, М.А. Основы теплопередачи [Текст] /М.А. Михеев, И.М. Михеева. – Изд. 2-е, стереотип. – Москва: Энергия, 1977. – 343 с.
Приложение 1
Описание прибора Н 338 - 1П
Прибор самопишущий быстродействующий общепромышленного назначения, предназначен для регистрации в аналоговой форме быстропротекающих процессов, изменяющихся от 0 до 150 Гц, преобразованных в соответствующие значения электрического напряжения, и может быть использован в том числе для измерения термоэдс в процессах механической обработки материалов (шлифование).
|
Основные технические характеристики прибора |
||
1. |
Рабочая частота диапазонов, Гц |
- |
0 – 150 |
2. |
Запись показаний |
- |
чернильная в криволинейной |
|
|
|
системе координат |
3. |
Число измерительных каналов |
- |
1 |
4. |
Общая ширина диаграммной |
|
|
|
ленты, мм |
- |
50 |
5. |
Скорость движения диаграммной |
|
|
|
ленты, мм/с |
- |
1; 2,5; 5; 10; 25; 50; 100; 250 |
6. |
Величина калибровки |
|
|
от внутреннего источника, мВ |
- |
40±1,2 |
|
7. |
Условия эксплуатации |
|
|
|
а) температура, °С |
- |
+10…+35 |
|
б) относительная влажность, % |
- |
80 (при t = +30°С) |
|
|
|
Продолжение прил. 1 |
8. Приведенная статическая |
|
|
|
погрешность от нелинейности |
|
|
|
амплитудной характеристики |
|
|
|
(статическая погрешность), |
|
|
|
% от ширины записи |
- |
± 4 |
|
9. Вариация показаний, |
|
|
|
% от ширины записи, не более |
- |
4,5 |
|
10. |
Невозвращение конца пишущего |
|
|
устройства к нулевой линии |
|
|
|
(т.е. посредине канала записи), мм |
- |
1 |
|
11. |
Погрешность от измерения |
|
|
температуры на каждые 10°С , % от |
|
|
|
ширины записи, не более |
- |
± 2,25 |
|
12. |
Габаритные размеры, мм |
- |
225х440х170 |
13. |
Масса прибора, кг |
- |
15 |
14. |
Потребляемая мощность, Вт |
- |
60 |
15. |
Постоянные регистрации |
|
|
измерительного канала, В/см |
- |
0,02 – 4 |
|
16. Прибор снабжен ступенчатым усилителем входного сигнала.