

§ 3. Технологический процесс заточки сверл
Рассмотренные методы заточки сверл можно разделить на методы, требующие определенной установки сверла и шлифовального круга вдоль линии их контакта' (табл. 35), и методы, допускающие произвольную их установку. Например, при конической заточке (см. -рис. 70) положение сверла на образующей шлифовального круга может быть произвольным, так как оно не отражается на форме задней поверхности. При винтовой заточке (см. рис. 72) положение оси сверла относительно угловой кромки шлифовального круга (размер с,) влияет на геометрические параметры поперечной кромки и должно быть вполне определенным. Если из-за неточной настройки ось сверла в процессе винтовой заточки не будет выходить за торец круга, то поперечная кромка сверла вообще не будет сформирована (при архимедов'ых кулачках).
Произвольность положения сверла на линии его контакта с кругом при коническом, сложно-винтовом, одно- и двухплоскостном методах позволяет придавать кругу и сверлу свободное осциллиро-вание вдоль линии их контакта, что способствует равномерному износу круга. При методах определенной установки (винтовом, фасонном и эллиптическом) происходит местный интенсивный износ круга, вызывающий необходимость более частой его правки.
При методах, допускающих произвольную установку и свободное осциллирование сверла и круга вдоль линии их контакта, шлифовальный круг после первичной правки, необходимой для исправления его формы и устранения биения, правится только в случае его
166
засаливания для восстановления режущей способности абразивных зерен.
При методах определенной установки правка круга необходима также для поддержания требуемой формы его рабочей поверхности.
Таблица 35
Классификация методов заточки сверл
Положение сверла па линии контакта со шлифовальным кругом |
Заточка перьев сверла при съеме основной части припуска |
|
раздельная |
попеременная |
|
Методы заточки |
||
Произвольное Определенное |
Конический Одноплоскостной Двухплоскостной Фасонный Эллиптический |
Сложно-винтовой Винтовой |
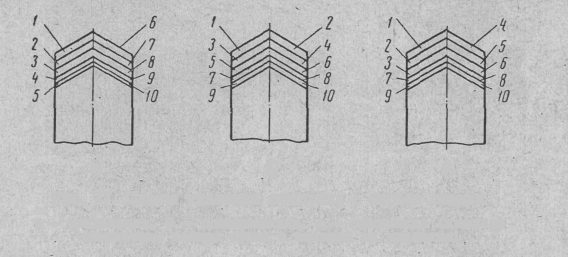
Возможны три схемы удаления припуска при заточке сверла: раздельная, попеременная и смешанная (рис. 77).
Раздельная заточка заключается в том, что заданный припуск полностью удаляется сперва с одного, а затем с другого пера. Деление (поворот сверла на 180°) происходит только один раз. Для предупреждения биения кромок сверла, вызванного изно-
01 61 6)
Рис. 77. Схемы удаления припуска с перьев сверла:
а — раздельная, б — попеременная, в — смешанная (цифрами обозначены номера слоев в порядке их удаления)
сом круга, правку и компенсацию износа выполняют дважды в цикле перед окончанием обработки каждого.пера.
При попеременной заточке деление выполняется после каждого прохода и поэтому следующий проход приходится уже на другое перо. Число делений равно числу проходов, необходимых для удаления заданного припуски с обоих перьев. В связи с этим снижается опасность прижогов, а износ шлифовального круга не влияет на биение кромок сверла.
Для винтовых и сложно-винтового методов, при которых сверло непрерывно вращается, попеременная заточка перьев обеспечи-
167

Упоры
6
хомута
7 устанавливаются на расстоянии,
достаточном для
поворота шпинделя при заточке одного
пера. Перья затачи-
1 — основание, 2 — поворотный корпус, 3 — шпиндель, 4 — крышка для доступа к сменному копиру, 5 —фиксатор делительного диска, 6 —- упор, 7 — хомут
ваются поочередно. Сменные копиры подбираются в зависимости от диаметра сверла и заднего угла на переходной кромке.