

УЧОБА ЛЕХА / Правоведение / Понаморев / Резание / New / Учеба НВА / ЗапискаКР
.docТехнологический маршрут операций.
Заготовительная
Токарная
Токарная с ЧПУ (станок СТП 220АП)
Токарная с ЧПУ (станок 16К20Ф3)
Контрольная
Термическая обработка по режиму 1
Координатно-расточная (Hauser)
Слесарная
Токарная (станок Schaublin 125)
Контрольная
Термическая обработка по режиму 2
Слесарная
Контрольная
Шлифовальная
Контрольная
Термическая обработка по режиму 3
Контрольная
Промывочная
Контрольная
Консервация
Проектирование технологических операций
и уточнение содержания переходов.
0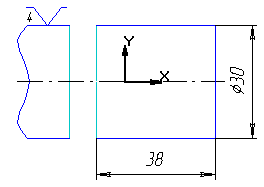 05
Заготовительная
05
Заготовительная
Пруток ГОСТ 2590-71 длиной 1500-6000мм.
Отрезаем заготовку длиной 38мм
при помощи механической ножовки.

010 Токарная
Установ А.
База: наружный диаметр и торец.
Переход 1. Подрезать торец, выдерживая размер 35мм.
Переход 2. Точить наружный диаметр 25мм,
выдерживая размер 15мм.

Установ Б.
База: наружный диаметр и торец
Переход 1. Подрезать торец, выдерживая размер 31мм.
Переход 2. Точить наружный диаметр на проход.
015 Токарная с ЧПУ
У станов
А.
станов
А.
База: наружный диаметр 25мм и торец.
Переход 1. Подрезать торец, выдерживая размер 31-0,8мм.
Переход 2. Сверлить отверстие ø3,6+0,16мм сквозное.
Переход 3. Сверлить отверстие ø7,5+0,1мм, выдерживая
размер 16+0,69мм.
Переход 4. Точить фаску 2,6x30º±1º.
Переход 5. Точить наружный диаметр Ø22-0,045мм
на длину 6±0,5мм.
Переход 6. Точить наружный диаметр Ø12+0,2мм
на длину 1,5+0,51мм, Ra 3,2.
Переход 7. Точить фаску 0,5x45º.
020 Токарная с ЧПУ
У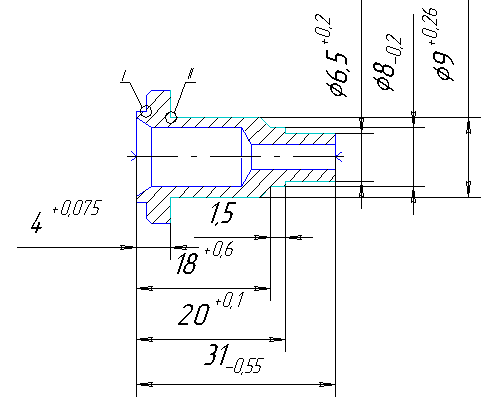 станов
А.
станов
А.
База: установить в центрах.
Переход 1. Точить наружный диаметр Ø9,26мм,
выдерживая размер 4+0,08мм.
Переход 2. Точить фаску 45º±1º.
Переход 3. Точить наружный диаметр Ø8-0,2мм,
выдерживая размер 18+0,6мм.
Переход 4. Точить наружный диаметр Ø6,5+0,2мм,
выдерживая размер 20+0,1мм.
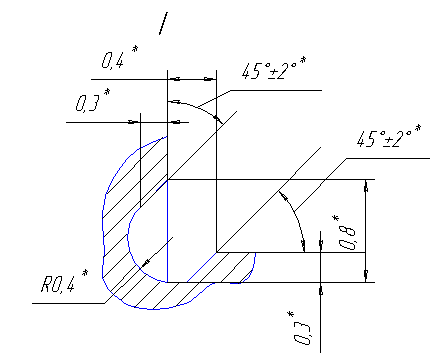
Переход 5. Сделать канавки, выдерживая
размеры, указанные на чертеже.

025 Контрольная.
Контролировать размеры, выдерживаемые на переходах.
030 Термическая обработка по режиму 1.
Произведем закалку сплава, нагревая его до температуры 940ºС.. Выдерживаем от 4 до 5 часов.
Среда охлаждения – вода (Н2О).
035 Координатно-расточная.
У станов
А.
станов
А.
База: наружный диаметр и торец, приспособление поворотный стол.
Переход 1. Сверлить 4 отверстия ø2,40,12мм,
выдерживая размер R8±,07 и угол 45º±10´.
Переход 2. Сверлить отверстие ø2,1+0,02мм,
выдерживая размер 8±0,2мм.
П ереход
3. Сверлить отверстие ø1+0,12,
ереход
3. Сверлить отверстие ø1+0,12,
выдерживая размер 7,8±0,7мм.
Установ Б.
База: внутренний диаметр и торец.
П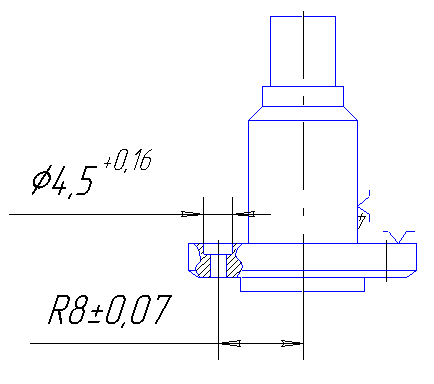 ереход
1. Сверлить 4 отверстия ø4,5+0,16мм,
ереход
1. Сверлить 4 отверстия ø4,5+0,16мм,
выдерживая размер R8±,07 и угол 45º±10´.
040 Слесарная.
Снять заусенцы и притупить острые кромки.
045 Токарная
Установ А.
Б аза:
аза:
Переход 1.Подрезать торец ø6,5мм, выдержав
размер 30,06мм.
Переход 2. Точить наружный диаметр ø9,06мм,
выдержав размер 14+0,16мм, заодно, подрезать
торец ø22,5мм.
У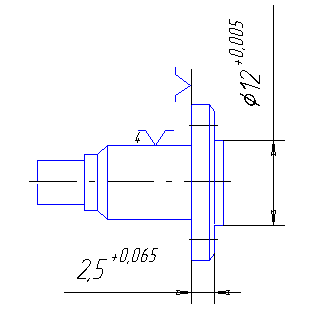 станов
Б.
станов
Б.
База: наружный диаметр и торец.
Переход 1. Точить наружный диаметр 12+0,005мм.
Переход 2. Подрезать торец, выдержав размер 2,5+0,065мм.
050 Контрольная
Контролировать все размеры, которые выдерживаются на переходах.
055 Термическая обработка по режиму 2
Подвергаем старению сплав при температуре от 730 до 750С; выдерживаем его, в течении,
3-5 ч. Охлаждение в печи до +150С, далее на воздухе.
060 Слесарная
Снять заусенцы и притупить острые кромки.
Нарезать резьбу М9x0,5-6g.
Зачистить вход резьбы.
065 Контрольная
Контролировать параметры резьбы.
070 Шлифовальная
(электроалмазное шлифование)
Ш лифовать
по типовому техпроцессу, выдерживая
размеры, указанные на чертеже.
лифовать
по типовому техпроцессу, выдерживая
размеры, указанные на чертеже.
075 Контрольная
Проконтролировать полученные размеры.
080 Термическая обработка по режиму 3
Произвести стабилизирующее старение при температуре от160С до170С. Время выдержки от 8 до 10 часов. Среда охлаждения – воздух.
085 Контрольная
Контролировать параметры детали.
090 Промывочная
Промыть детали по типовому техпроцессу.
095 Контрольная
Контролировать параметры детали.
100 Консервация
Консервировать детали по типовому техпроцессу.