

УЧОБА ЛЕХА / Правоведение / Понаморев / Лекции (новые)мрс / 2.Токарно-револьверный
.docТОКАРНО-РЕВОЛЬВЕРНЫЕ СТАНКИ
ОБЩИЕ СВЕДЕНИЯ
Токарно-револьверные станки предназначены для изготовления деталей из прутка или штучных заготовок, представляющих собой тела вращения сложной конфигурации, с применением разнообразных токарных, сверлильных, расточных, резьбонарезных и других инструментов.
Основной особенностью револьверных станков (рис. 1) является наличие продольного суппорта, несущего многопозиционную револьверную головку, в которой закрепляют различные инструменты в необходимой по технологическому процессу последовательности обработки. Вследствие этого отсутствует задняя бабка.
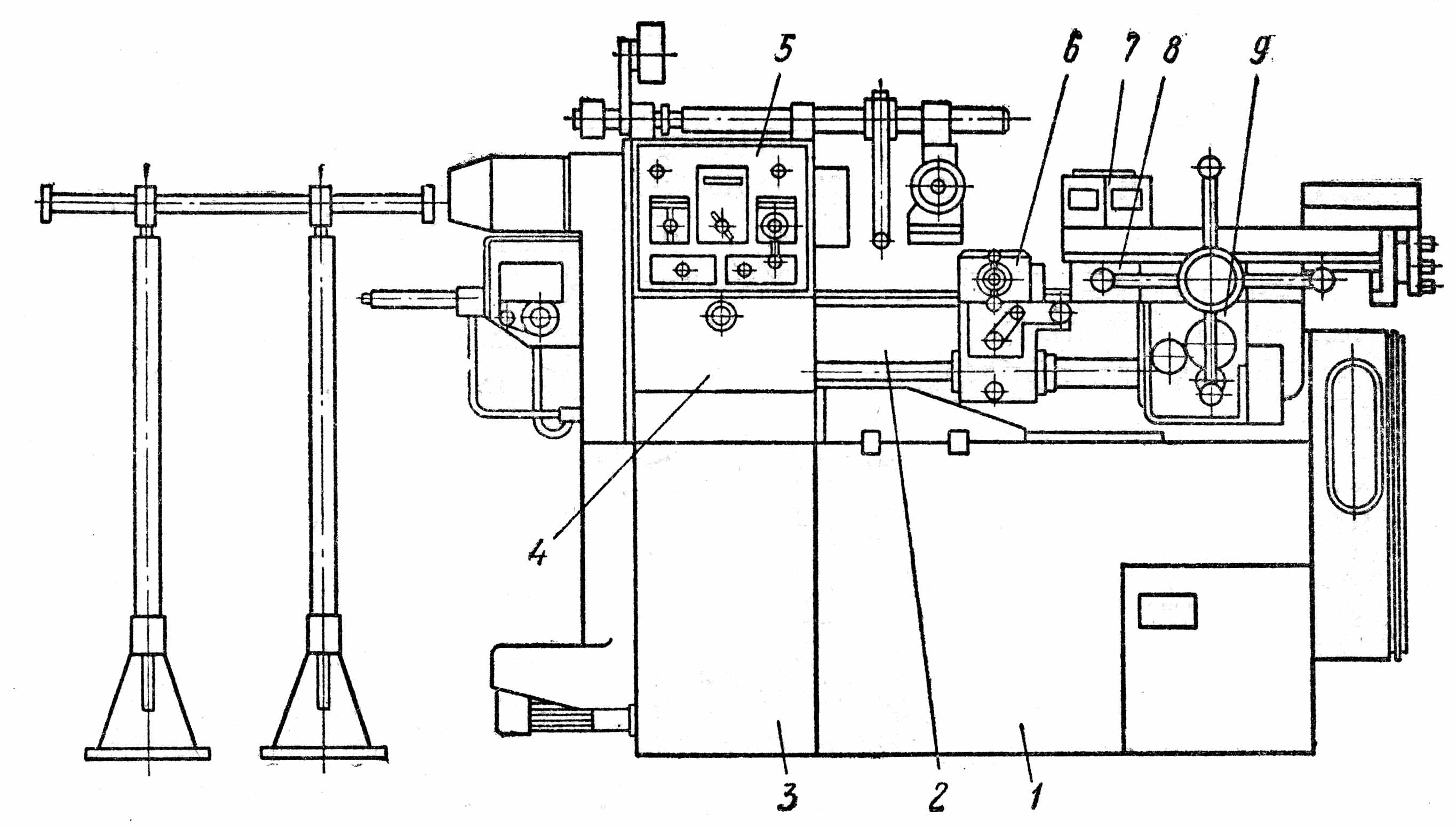
Рис. 1
1 – корпус;
2 – станина;
3 – редуктор;
4 – привод подачи;
5 – шпиндельная бабка;
6 – поперечный суппорт;
7 – револьверная головка;
8 – продольный суппорт;
9 – фартук.
П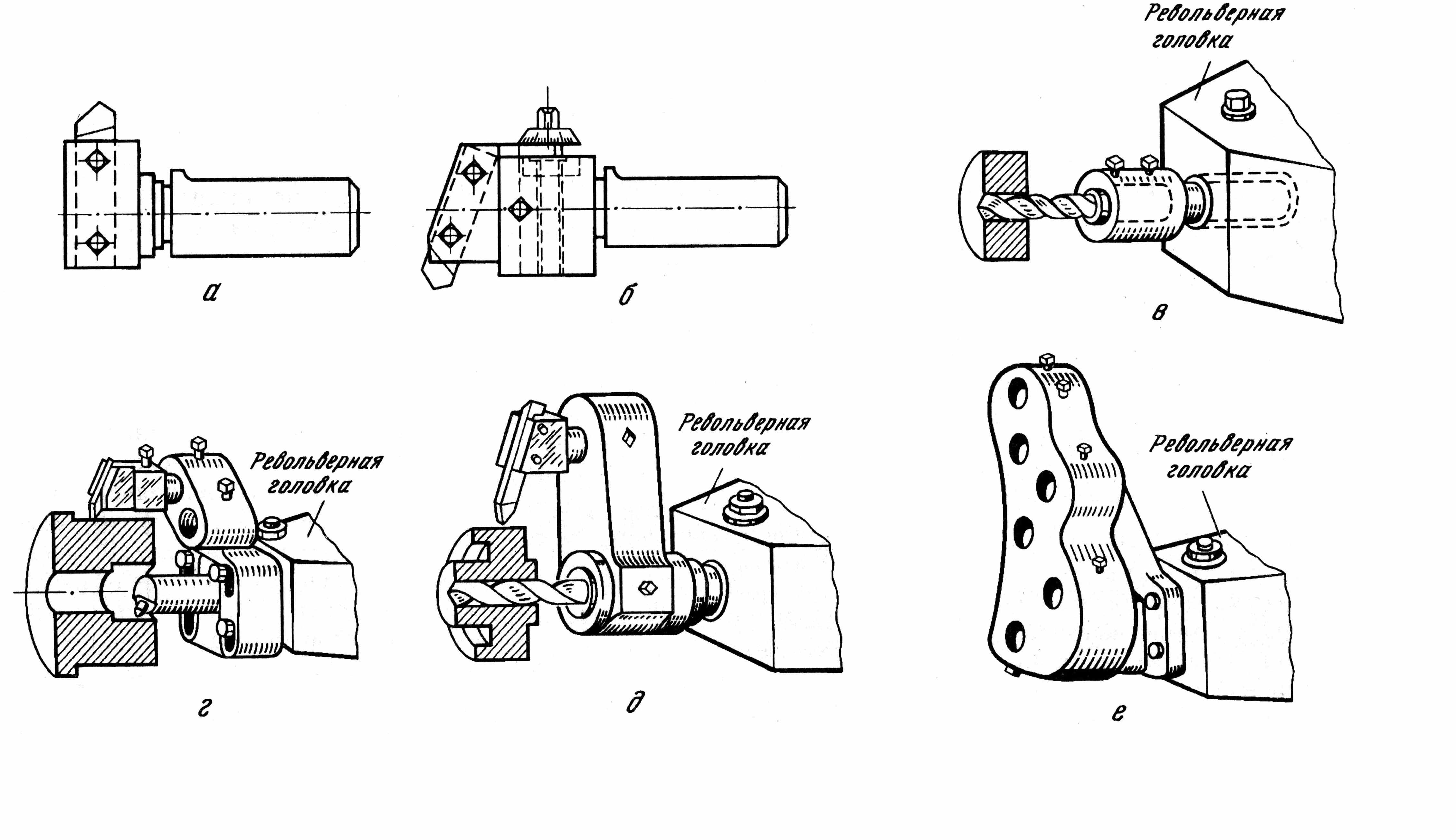 ри
наличии специальных комбинированных
державок можно в одном гнезде головки
закрепить несколько инструментов (рис.
2).
ри
наличии специальных комбинированных
державок можно в одном гнезде головки
закрепить несколько инструментов (рис.
2).
Рис. 2. Типы державок:
а, б, в – одноместные; г, д – комбинированные; е - кронштейн специальной многоинструментальной державки с гнездами для переходных втулок
Зажим заготовки (прутка) осуществляется автоматически в цанговых патронах с механическим, пневматическим или чаще гидравлическим приводом которые воздействуют на цанги через трубу, расположенную в отверстии шпинделя; штучная отливка или поковка закрепляется в универсальных кулачковых патронах с ручным или автоматизированным приводом.
Г лавным
элементом цанговых патронов является
зажимная цанга (рис. 3). Цанга выполняется
в виде стальной закаленной втулки с
прорезями, образующими несколько упругих
лепестков, части внутренних поверхностей
которых являются зажимными. Цанга имеет
наружную коническую поверхность с углом
при вершине 30.
лавным
элементом цанговых патронов является
зажимная цанга (рис. 3). Цанга выполняется
в виде стальной закаленной втулки с
прорезями, образующими несколько упругих
лепестков, части внутренних поверхностей
которых являются зажимными. Цанга имеет
наружную коническую поверхность с углом
при вершине 30.
Наибольшее распространение получили цанговые патроны трех типов: нажимные, натяжные и с нажимным элементом. На рис. 4 показаны схемы трех типов цанговых патронов. Патрон нажимного действия содержит цангу 1, которая с усилием «F3» вдвигается в коническое отверстие корпуса 2 с углом конуса 31, закрепленного на шпинделе станка. К недостаткам такого патрона следует отнести снижение усилий зажима под действием сил резания. Патрон натяжного действия предусматривает втягивание цанги 1 и в коническое отверстие шпинделя 2 с углом конуса 29. В этом случае при малых габаритах обеспечивается высокая жесткость и повышение усилия зажима под действием сил резания.
Однако при зажиме прутка наблюдается его осевое смещение и отход от упора, расположенного в револьверной головке станка. Это снижает точность обработки в осевом направлении.
Потеря осевой
точности исключена в патронах третьего
типа, где на неподвижную в осевом
направлении цангу 1, упирающуюся в корпус
2, закрепленный на шпинделе станка
(шпиндель на рис. 4, в не показан),
воздействует перемещаемый от привода
зажима нажимной элемент 3
– втулка с внутренней конической
поверхностью. Этот патрон исключает
смещение прутка – заготовки при зажиме,
однако радиальные габариты такого
патрона б ольше,
чем у патронов нажимного и натяжного
типа.
ольше,
чем у патронов нажимного и натяжного
типа.
На рис. 5 показана конструкция самоцентрирующего трехкулачкового патрона со спирально-реечным механизмом перемещения кулачков.
В корпусе 1
выполнены радиальные пазы, в которых
расположены кулачки 3.
На торцах кулачков 3
выполнены рейки 4,
зацепляющиеся со спиралью 5
спирального диска 8,
на котором выполнен конический зубчатый
венец 9,
входящий в зацепление с тремя коническими
шестернями 7
ручного
привода с гнездами 6.
Крепление патрона на шпинделе
осуществляется через переходной фланец,
закрепленный на торце корпуса 1.
корпусе 1
выполнены радиальные пазы, в которых
расположены кулачки 3.
На торцах кулачков 3
выполнены рейки 4,
зацепляющиеся со спиралью 5
спирального диска 8,
на котором выполнен конический зубчатый
венец 9,
входящий в зацепление с тремя коническими
шестернями 7
ручного
привода с гнездами 6.
Крепление патрона на шпинделе
осуществляется через переходной фланец,
закрепленный на торце корпуса 1.
Револьверная головка может поворачиваться вокруг своей оси, и тогда инструмент последовательно подводится к детали, обрабатывая ее за несколько переходов.
Инструмент крепится также в резцедержателе поперечного суппорта.
Применение токарно-револьверных станков рационально, если в технологическом процессе требуется использование большого количества режущего инструмента.
Ввиду меньшей чем у токарных станков универсальности, коробки скоростей и подач имеют меньшие диапазоны регулирования; привод подачи конструктивно проще, так как не предусматривается нарезание резьбы резцом (резьба нарезается метчиками, резьбовыми фрезами, плашками и т.д.). По этой же причине отсутствует и ходовой винт с механизмами его включения.
Токарно-револьверные станки имеют более высокую производительность по сравнению с токарными за счет сокращения:
- машинного времени (применение многоинструментальных державок, совмещение обработки инструментами револьверной головки и поперечного суппорта);
- вспомогательного времени (уменьшение времени на смену заранее настроенных на размер инструментов, применение быстродействующих автоматических механизмов подачи и зажима прутка, обработка деталей по принципу автоматического получения размеров за счет использования продольных и поперечных упоров, автоматизация переключения режимов обработки для всех переходов).
По виду обрабатываемой заготовки различают револьверные станки для прутковой или патронной работы, но большая часть станков приспособлена для выполнения обоих видов работ.
Основной параметр токарно-револьверных станков – наибольший диаметр обрабатываемого прутка и наибольший диаметр обрабатываемой над станиной и над суппортом заготовки являются их основным размером.
В зависимости от диаметра обрабатываемого прутка различают три типоразмера станков:
- малые (прутки диаметром до 25 мм) (обычно прутковые);
- средние (диаметром до 40 мм) (как прутковые, так и патронные);
- крупные (диаметром свыше 40 мм) (обычно патронные).
Типовые детали, обрабатываемые из штучных заготовок на станках среднего размера, показаны на рис. 6.
В зависимости от расположения оси поворота револьверной головки различают станки:
- с вертикальной осью вращения револьверной головки (рис. 7, а);
- с горизонтальной осью револьверной головки, параллельной оси шпинделя (рис. 7, б), в ряде конструкций – перпендикулярной оси шпинделя.

Рис. 6. Типовые детали, обрабатываемые на станках среднего размера

Рис. 7. Движения в револьверных головках:
а – с вертикальной осью поворота; б – с горизонтальной осью поворота
Главным движением является вращение шпинделя, несущего заготовку движениями подачи – продольное s1 и поперечное s2 перемещения суппортов с инструментами. Причем поперечная подача револьверной головки осуществляется или перемещением поперечных салазок (рис. 7, а), или ее медленным поворотом (рис. 7, б). В последнем случае поперечный суппорт, как правило, отсутствует.
ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК МОДЕЛИ 1336М
Назначение станка. Станок предназначен для токарной обработки деталей из пруткового материала, требующих последовательного применения различных режущих инструментов. Наиболее характерными деталями для обработки на станке модели 1336М являются штуцеры, ниппели, втулки, резьбовые детали и т.д., изготовляемые в условиях серийного производства.
Станок может быть также успешно использован для разнообразных патронных работ.
Движения в станке. Движение резания - вращение шпинделя с обрабатываемой деталью. Движения подач - прямолинейное поступательное движение револьверного суппорта в продольном направлении и медленное вращение револьверной головки вокруг своей оси ((Поперечная подача). Вспомогательные движения: в станке модели 1336М подача и зажим пруткового материала, подвод и отвод револьверного суппорта, поворот револьверной головки в новую позицию, а также фиксация револьверной головки производятся вручную.
Принцип работы. Прутковый материал (или штучная загбтов-ка) закрепляется в соответствующем патроне шпинделя станка. Весь комплект режущих инструментов, необходимый для выполнения данной операции, устанавливается в гнездах револьверной головки в последовательности, определяемой последовательностью переходов технологического процесса обработки детали.
По окончании каждого перехода револьверная головка устанавливается вручную в новую позицию. Головка имеет 16 фиксированных положений.
Благодаря наличию на станке механизма автоматического выключения продольной подачи посредством переставных продольных упоров, а также за счет соответствующей установки режущих инструментов при наладке станка обработка деталей может производиться без систематических промеров.
Конструктивные особенности. Станок имеет простую по конструкции, но имеющую достаточный диапазон изменения чисел оборотов шпинделя коробку скоростей. При переключении скоростей автоматически включается тормоз, который резко замедляет скорость вращения элементов привода, что облегчает процесс переключения скоростей и сокращает время на остановку станка.
Станок снабжен барабанной револьверной головкой с горизонтальной осью вращения, расположенной параллельно оси шпинделя, что обеспечивает ей большую жесткость, высокую точность и возможность одновременного закрепления значительного количества (до 16) режущих инструментов.
Система жестких продольных и поперечных упоров и наличие механизма подающего червяка для автоматического выключения продольной подачи обеспечивает получение постоянных (в пределах до 3-го класса точности) размеров обработанных деталей.
В приводе подач предусмотрена предохранительная шариковая муфта, исключающая возможность поломки механизма подач.
Движение резания. Шпиндель IV (рис. 8) получает вращение от электродвигателя мощностью 3 кВт через клиноременную передачу 130-297, фрикционную дисковую муфту M1 и коробку скоростей. В коробке скоростей расположены парносменные колеса 34-53, которые могут меняться местами, тройной подвижный блок Б1 и двойной подвижный блок Б2.
Для быстрой остановки станка муфта M1 перемещается вправо, включая конический тормоз.
Движения подач. Движения подач осуществляются от шпинделя IV через клиноременную передачу 105-160, вал V, колеса 27-55 и коробку подач. В коробке подач находятся тройной под вижный блок Б3 и двойной подвижный блок Б4, обеспечивающие шесть скоростей вращения валу VIII.
Продольная подача револьверной головке сообщается от вала IX через колеса 21-45, вал X, червячную передачу 1-47 с падающим червяком и реечную шестерню 12, находящуюся в зацеплении с рейкой m=3 мм, прикрепленной к суппорту револьверной головки.
Автоматическое выключение продольной подачи осуществляется механизмом падающего червяка, который срабатывает под воздействием продольных, упоров револьверной головки.
Поперечная круговая подача револьверной головки также заимствуется от вала IX, вращение от которого передается через цепную передачу 19-19, вал XI, конический реверс 42-42-42, управляемый кулачковой двухсторонней муфтой М2, вал XII, червячную передачу 1-96, коническую фрикционную муфту М3, вал XIII, колеса 18-144 и вал XIV с револьверной головкой.
Ручное поперечное перемещение инструментов достигается поворотом маховичка Мх1, укрепленного на валу XII, когда муфта М2 находится в нейтральном положении. Для осуществления механической и ручной круговых подач револьверной головки коническая фрикционная муфта М3 на валу XIII должна быть включена.
Вспомогательные движения. Подвод и отвод револьверного суппорта производится штурвалом III. Быстрый поворот револьверной головки, предназначенный главным образом для установки инструмента в рабочую позицию, осуществляется поворотом маховичка Мх2, установленного на направляющей шпонке на валу XIII. Коническая муфта М3 должна быть при этом расцеплена. Перед поворотом револьверной головки необходимо выключить фиксатор. Отвод фиксатора производится вручную посредством рукоятки Р.
Во время работы с поперечной подачей фиксатор револьверной головки должен находиться в выключенном положении. При повороте револьверной головки приводится во вращение барабан Бн с переставными упорами У выключения продольной подачи.


МЕХАНИЗМЫ СТАНКА МОДЕЛИ 1336М
Механизм переключения скоростей. Управление коробкой скоростей производится рукоятками 6 и 8 (рис. 9). Рукоятка 6 переключает тройной подвижный блок шестерен 19 (Б1 на рис. 8), а рукоятка 8 - двойной блок шестерен 7 (Б2 на рис. 8).
При переключении любого из блоков шестерен вначале автоматически выключается пусковой дисковый фрикцион Ф и производится торможение привода с помощью конического тормоза Т.
Принцип действия механизма переключения скоростей заключается в следующем. При оттягивании одной из рукояток (например, рукоятки 6) на себя выступ рычага 13 выходит из прорези фиксирующей планки 12. Одновременно нижним плечом рычаг 13 перемещает вдоль оси стержень 15. Последний нажимает на штангу 17 и через коромысло 9 поворачивает вал 18. Вместе с валом 18 поворачивается жестко закрепленный на нем рычаг 5, связанный тягой 4 с рычагом 2. На одной оси с рычагом 2 установлена вилка 1, переключающая муфту 3, которая и производит выключение фрикциона и включение тормоза. После этого в зависимости от требуемого положения блока шестерен 19 рукоятку 6 поворачивают вправо или влево. Вместе с рукояткой поворачиваются каретка 14, зубчатые секторы 11 и 10 и вилка 16 с блоком шестерен 19.
П осле
установки блока шестерен в нужное
положение движением рукоятки 6 от себя
вводят выступ рычага 13 в соответствующую
прорезь фиксирующей планки 12. Одновременно
происходит выключение тормоза и включение
фрикциона. Рукоятка 8 действует аналогичным
образом.
осле
установки блока шестерен в нужное
положение движением рукоятки 6 от себя
вводят выступ рычага 13 в соответствующую
прорезь фиксирующей планки 12. Одновременно
происходит выключение тормоза и включение
фрикциона. Рукоятка 8 действует аналогичным
образом.
Механизм подачи пруткового материала. На станке модели 1336М подача пруткового материала производится вручную поворотом штурвала 5 (рис. 10) по часовой стрелке. При этом приводится во вращение звездочка. 6, сидящая на валу штурвала, которая посредством роликовой цепи 7 перемещает ползун 2 с закрепленным в нем прутком 1 по направлению к шпинделю станка.
П руток
1 закрепляется с помощью винтов 4 в
свободно вращающейся втулке 3,
смонтированной в ползуне 2. Когда втулка
3 после многократных подач прутка дойдет
до заднего торца шпинделя, освобождают
винты 4 и поворотом штурвала 5 против
часовой стрелки отводят ползун 2 в
крайнее заднее положение. После этого
вновь закрепляют винты 4 и по мере
надобности производят подачу прутка.
руток
1 закрепляется с помощью винтов 4 в
свободно вращающейся втулке 3,
смонтированной в ползуне 2. Когда втулка
3 после многократных подач прутка дойдет
до заднего торца шпинделя, освобождают
винты 4 и поворотом штурвала 5 против
часовой стрелки отводят ползун 2 в
крайнее заднее положение. После этого
вновь закрепляют винты 4 и по мере
надобности производят подачу прутка.
Патрон. Закрепление прутка производится радиальным сжатием кулачков цанги 8 (рис. 11) за счет осевого перемещения конической втулки 6. При повороте рукоятки 15, закрепленной на валу 14, по часовой стрелке шестерня 13, связанная с валом 14, заставит передвигаться вправо рейку 12 с полукольцом 11. Последнее входит в кольцевой паз втулки 2, благодаря чему вместе с рейкой 12 перемещается и втулка 2, имеющая прямолинейный шпоночный паз в и два внутренних винтовых паза а. Направляющая шпонка 10, установленная в корпусе 1 патрона, позволяет втулке 2 перемещаться только вдоль оси патрона.
При этом перемещении втулки винтовые пазы а, в которые входят сухари .4 полумуфты 5, заставят полумуфту повернуться в направлении стрелки А. Неподвижная полумуфта 3 имеет скошенные кулачки б, входящие во впадины полумуфты 5. Поэтому при. вращении в направлении стрелки А полумуфта 5 будет одновременно перемещаться вдоль оси патрона, нажимая на коническую втулку 6, охватывающую кулачки цанги 8.
Р азжим
патрона осуществляется под действием
пружин 9. Регулировка патрона производится
гайкой 7.
азжим
патрона осуществляется под действием
пружин 9. Регулировка патрона производится
гайкой 7.