

Шлифовальные, полировальные, доводочные, заточные
1. Круглошлифовальные (центровые и бесцентровые).
2. Внутришлифовальные (патронные и бесцентровые).
3. Обдирочношлифовальные.
4. Специализированные (шлицешлифовальные).
6. Заточные.
7. Плоскошлифовальные.
8. Притирочные и полировальные.
9. Разные.
Шлифовальные станки – оборудование, использующее в качестве режущего инструмента абразивный или алмазный круг. Применение этих станков определяется высокими требованиями к качеству поверхности, точности размеров, формы и положения обрабатываемых поверхностей и возможностью обработки труднообрабатываемых материалов.
Вид и конструкция шлифовального станка определяется схемой шлифования, учитывающей форму обрабатываемой поверхности и ее расположение относительно рабочей поверхности шлифовального круга при обработке.
Для шлифовальных станков характерна высокая производительность, определяемая высокоскоростным режимом шлифования, позволяющим снимать большой объем материала в единицу времени (до 500 мм3/мин на 1 мм ширины круга) и широкой автоматизацией цикла обработки.
Круглошлифовальные
Предназначены для шлифования наружных гладких и прерывистых цилиндрических и конических поверхностей вращения, а также торцевых поверхностей.
Они характеризуются наибольшим диаметром устанавливаемой детали и ее длиной. Для станков общего назначения наибольший диаметр устанавливаемой детали колеблется в пределах 100 – 160 мм, а наибольшая ее длина – 150 – 1250 мм.
Центровые
Базирование заготовки производится в центрах.
По характеру использования движений подач делятся на способы шлифования: продольного и врезного (рис. 1).
Основными размерными характеристиками станков является наибольший диаметр устанавливаемой заготовки и ее длина.
В машиностроении применяются станки с высотой центров 100-1600 мм, диаметром шлифовального круга до 1000 мм и длиной шлифования от 150 до 12500 мм.
На рис. 2 показан общий вид круглошлифовального станка мод. 3А150. Техническая характеристика станка: наибольший диаметр обрабатываемой детали 100 мм; наибольшая длина шлифования 180 мм; диаметр шлифовального круга 220 – 300 мм; наибольший угол поворота стола 10°.
С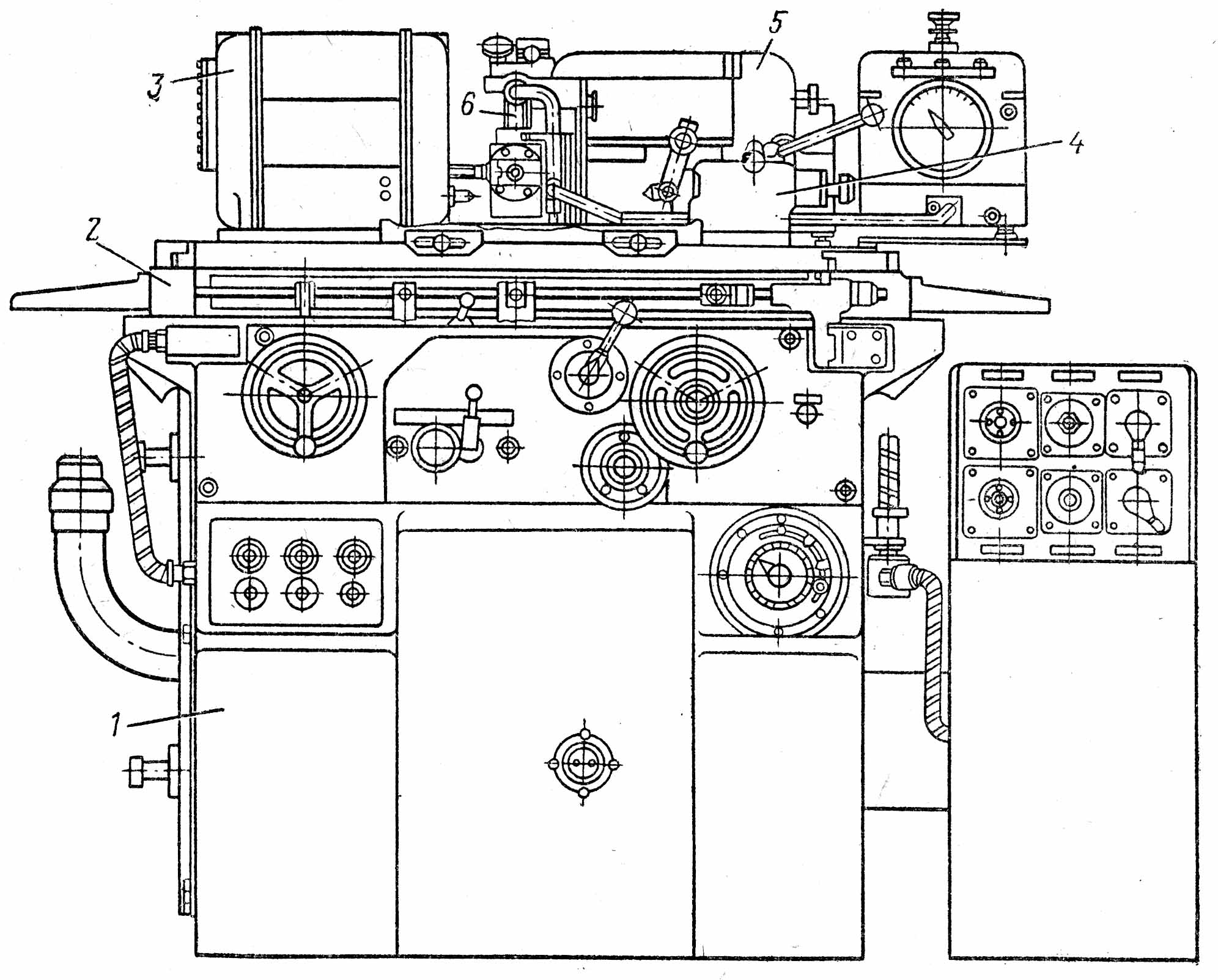
 танок
имеет следующие основные узлы. На
направляющих станины 1
установлен
рабочий стол 2,
несущий
переднюю 3
и
заднюю 4
бабки,
в центрах которых
устанавливается обрабатываемая деталь.
Заднюю бабку можно закреплять
на различном расстоянии от передней, в
зависимости от длины обрабатываемой
детали. Сзади на поперечных направляющих
станины размещена шлифовальная
бабка
5
с
приводом вращения шлифовального круга
6.
Деталь,
установленную в неподвижных центрах,
приводят во вращение поводковым
патроном передней бабки. Вместе со
столом 2
детали
сообщают возвратно-поступательное
движение (продольную подачу). При
обработке конических
поверхностей рабочий стол поворачивают
вокруг вертикальной оси на угол,
соответствующий конусности детали
(обычно до 10°).
танок
имеет следующие основные узлы. На
направляющих станины 1
установлен
рабочий стол 2,
несущий
переднюю 3
и
заднюю 4
бабки,
в центрах которых
устанавливается обрабатываемая деталь.
Заднюю бабку можно закреплять
на различном расстоянии от передней, в
зависимости от длины обрабатываемой
детали. Сзади на поперечных направляющих
станины размещена шлифовальная
бабка
5
с
приводом вращения шлифовального круга
6.
Деталь,
установленную в неподвижных центрах,
приводят во вращение поводковым
патроном передней бабки. Вместе со
столом 2
детали
сообщают возвратно-поступательное
движение (продольную подачу). При
обработке конических
поверхностей рабочий стол поворачивают
вокруг вертикальной оси на угол,
соответствующий конусности детали
(обычно до 10°).
Рис. 2. Общий вид круглошлифовального станка
Бесцентровые
Используются в крупносерийном и массовом производстве для высокопроизводительного шлифования поверхностей тел вращения малого диаметра и большой длины, а также заготовок, не имеющих центровых отверстий, и обеспечивают высокую точность и качество обрабатываемой поверхности. Это достигается благодаря повышенным режимам резания и сокращения времени на установку, выверку и снятие заготовок. Повышенный режим шлифования возможен вследствие надежной опоры шлифуемой заготовки на нож (башмак) и ведущий круг.
Основным конструктивным параметром является наибольший диаметр шлифуемой поверхности: 10, 20, 40, 80, 160 и 320 мм. Наименьший диаметр заготовки в зависимости от способа шлифования составляет 0.2…20 мм.
Различают станки для наружного и внутреннего бесцентрового шлифования деталей.
Применяют три способа наружного шлифования:
- напроход – гладкие заготовки без выступов при непрерывной подаче их между вращающимися кругами;
- врезное – цилиндрические, конические и фасонные поверхности при установке заготовки таким образом, чтобы обработка происходила по всей длине;
- до упора – заготовки, имеющие выступ.
В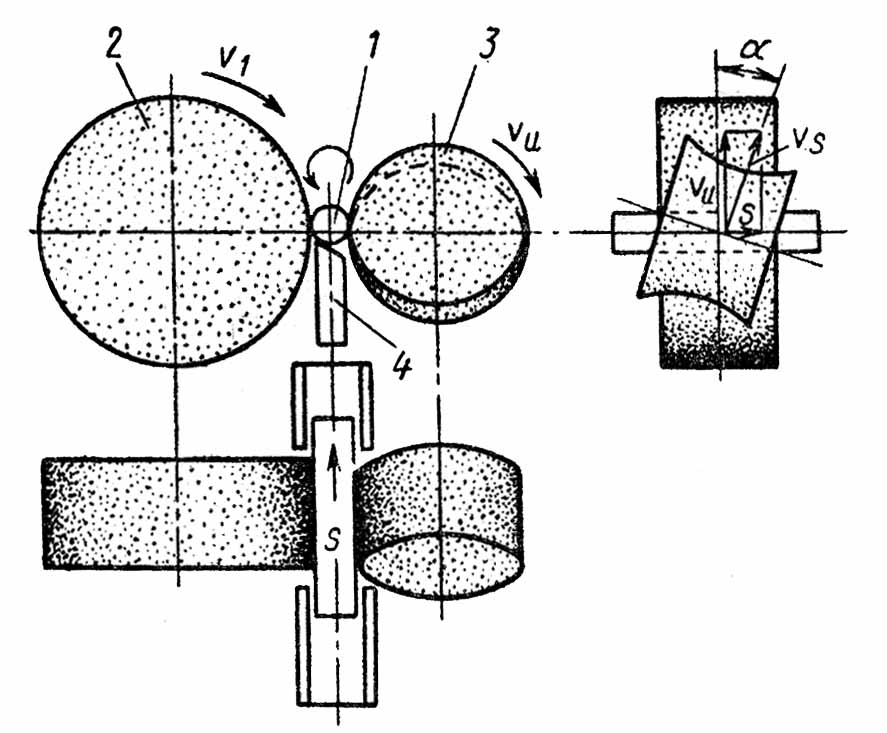 первом случае обрабатываемая деталь 1
(рис.
3) располагается между шлифующим кругом
2
и
ведущим 3,
опираясь
на опорную призму (нож) 4,
Шлифующий круг вращается с большой
скоростью (30–60
м/с), а ведущий круг –
с меньшей (0.2–1
м/с). Так как коэффициент трения между
кругом 3
и
обрабатываемой деталью 1
больше,
чем между деталью и кругом 2,
то
ведущий круг вращает деталь со скоростью
круговой подачи vu,
а
шлифующий круг снимает припуск. Движение
продольной подачи достигают поворотом
оси ведущего круга на угол α=1.5÷6°
при черновом и α=0.5÷1.5°
при чистовом шлифовании. Окружная
скорость vs
вращения
ведущего круга 3
разлагается
на две составляющие vu
и
s.
Первая представляет собой скорость
вращения детали (круговую подачу), вторая
–
продольную подачу детали. Подача будет
тем больше, чем больше угол α.
Чтобы обеспечить линейный контакт
ведущего круга с цилиндрической
поверхностью детали, кругу придают
форму однополого гиперболоида. Центр
вращения обрабатываемой детали
располагают выше центра кругов 2
и
3
на
0.15–0.25
диаметра детали, что обеспечивает
геометрическую точность ее формы.
первом случае обрабатываемая деталь 1
(рис.
3) располагается между шлифующим кругом
2
и
ведущим 3,
опираясь
на опорную призму (нож) 4,
Шлифующий круг вращается с большой
скоростью (30–60
м/с), а ведущий круг –
с меньшей (0.2–1
м/с). Так как коэффициент трения между
кругом 3
и
обрабатываемой деталью 1
больше,
чем между деталью и кругом 2,
то
ведущий круг вращает деталь со скоростью
круговой подачи vu,
а
шлифующий круг снимает припуск. Движение
продольной подачи достигают поворотом
оси ведущего круга на угол α=1.5÷6°
при черновом и α=0.5÷1.5°
при чистовом шлифовании. Окружная
скорость vs
вращения
ведущего круга 3
разлагается
на две составляющие vu
и
s.
Первая представляет собой скорость
вращения детали (круговую подачу), вторая
–
продольную подачу детали. Подача будет
тем больше, чем больше угол α.
Чтобы обеспечить линейный контакт
ведущего круга с цилиндрической
поверхностью детали, кругу придают
форму однополого гиперболоида. Центр
вращения обрабатываемой детали
располагают выше центра кругов 2
и
3
на
0.15–0.25
диаметра детали, что обеспечивает
геометрическую точность ее формы.
При врезном шлифовании (рис. 4) деталь 3, опирающаяся на нож 4, только вращается. Поперечная подача производится перемещениями ведущего 2 или шлифующего 1 кругов в радиальном относительно детали направлении.