

Сверлильные станки
Сверлильные станки предназначены для обработки сквозных и глухих отверстий и других поверхностей концевым инструментом (сверла, зенкера, развертки, метчики и т.д.). Применяя специальные инструменты и приспособления на сверлильных станках, можно растачивать отверстия, вырезать отверстия большого диаметра в листовом материале, притирать точные отверстия и т.д.
Наиболее распространены следующие типы сверлильные станков:
вертикально-сверлильные одношпиндельные станки;
радиально-сверлильные станки;
настольные одношпиндельные сверлильные станки вертикальной компоновки. Движение подачи в большинстве случаев осуществляется вручную;
многошпиидельные сверлильные станки, в которых предусмотрено шарнирное крепление шпинделя и регулирование расстояния между осями шпинделей. Это позволяет производить одновременную обработку нескольких отверстий;
станки для глубокого сверления (горизонтальной компоновки), в I которых длина отверстий значительно больше их диаметра. Станки оснащаются устройствами для отвода стружки;
агрегатные сверлильные станки, которые состоят из нормализованных узлов и применяются в крупносерийном производстве для обработки корпусных деталей. Станки имеют большое число шпинделей (до 100 и более.
Вертикально-сверлильные станки
На вертикально-сверлильных станках могут выполняться следующие операции: сверление сквозных и глухих отверстий, рассверливание, зенкерование, развертывание цилиндрических и конических отверстий, зенкование, подрезка (цековка) торцов бобышек и нарезание внутренних резьб метчиками. При использовании специального инструмента возможно увеличить диапазон операций, например, производить раскатывание отверстий роликовыми и шариковыми раскатками, вырезать диски из листового материала резцами в специальной оправке, получать отверстия большого диаметра кольцевыми сверлами, протачивать канавки и т.п. (до 50 операций, включая токарную обработку и фрезерование плоскостей).
Классификацию станков по размерам определяет размерный ряд. Для вертикально-сверлильных станков регламентируется наибольший условный диаметр сверления в детали из стали 45. Размерный ряд может быть условно разделен на три группы: легкие настольные -диаметр 3, 6, 12 мм; средних размеров - 0 18, 25, 35, 50 мм и тяжелые 0 более 75'мм.
Тип стола станка - обычный подъемный, плавающий, крестовый, поворотный определяет способ установки деталей на требуемую координату: вручную по разметке и кондуктору — в станках с подъемными и плавающими столами; вручную по шаблону - в станках оснащенных специальными плавающими столами; вручную, механически и автоматически по отсчетным устройствам - в станках с крестовыми и поворотными столами.
Существуют три группы компоновок вертикально-сверлильных станков: типа кронштейн, агрегат (или подвижный моноблок) и пресс (неподвижный моноблок) (рис. 1). Станки с компоновкой типа кронштейн (а) имеют привод главного движения 2 (коробку скоростей) в виде самостоятельной сборочной единицы, расположенной в верхней части колонны 3. Шпиндель, коробка подач и механизм перемещения шпинделя расположены в корпусе 1, образуя узел, традиционно называемый кронштейн. Эта компоновка долгое время считалась классической для средних и крупных вертикально-сверлильных станков, но примерно 30 лет назад на смену им появились станки агрегатной компоновки.
В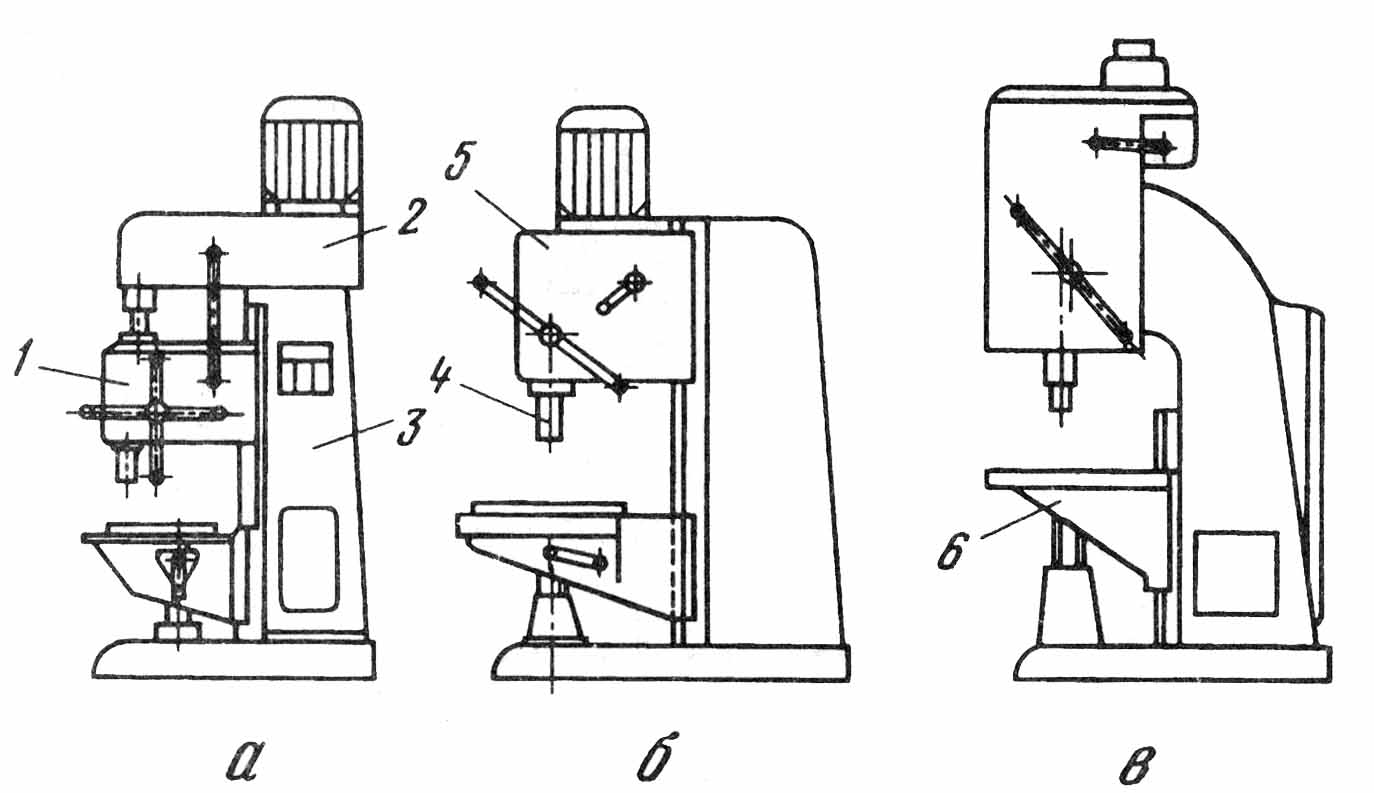 станках агрегатной компоновки (б)
все механизмы, осуществляющие вращательное
и поступательное движения, объединены,
как и в радиально-сверлильных станках,
в сверлильной головке 5 с индивидуальным
приводом. В станках средних размеров
движение подачи сообщается шпинделю,
а сверлильная головка имеет лишь
установочное перемещение по колонне.
В тяжелых станках (0 более 50 мм) движение
подачи сообщается всей головке, а
шпиндель имеет только вращаельное
движение. Агрегатная компоновка имеет
ряд конструктивных и эксплуатационных
преимуществ: упрощение конструкции
колонны, возможность создания на основе
базового станка гаммы модификаций из
унифицированных узлов, упрощение монтажа
и смазки узлов станка, удобное расположение
органов управления. За счет уменьшения
длины ведущей шлицевой части шпинделя
повышена крутильная жесткость.
станках агрегатной компоновки (б)
все механизмы, осуществляющие вращательное
и поступательное движения, объединены,
как и в радиально-сверлильных станках,
в сверлильной головке 5 с индивидуальным
приводом. В станках средних размеров
движение подачи сообщается шпинделю,
а сверлильная головка имеет лишь
установочное перемещение по колонне.
В тяжелых станках (0 более 50 мм) движение
подачи сообщается всей головке, а
шпиндель имеет только вращаельное
движение. Агрегатная компоновка имеет
ряд конструктивных и эксплуатационных
преимуществ: упрощение конструкции
колонны, возможность создания на основе
базового станка гаммы модификаций из
унифицированных узлов, упрощение монтажа
и смазки узлов станка, удобное расположение
органов управления. За счет уменьшения
длины ведущей шлицевой части шпинделя
повышена крутильная жесткость.
Рис. 2. Компоновки вертикально-сверлильных станков
Большинство современных вертикально-сверлильных станков имеют агрегатную компоновку.
В станках с компоновкой типа пресс (в) коробки скоростей и подач, шпиндель и другие устройства расположены в верхней части колонны, а вертикальное установочное перемещение имеет только стол 6. За счет этого станки обладают повышенной жесткостью, но менее технологичны.