

Лекция 8
Газовая сварка.
Сущность – источник нагрева служит пламя, получаемое при сжигании горючего газа в кислороде.
Источником нагрева служит пламя, получаемое при сжигании горючего газа в кислороде.
Классификация пламени:
нормальное
соотношение. С![]() Н
Н![]() - О
- О
1 - 1-1,1
Применяют для сварки сплавов сталей, цветных металлов.
2) науглероживающее С Н - О
1 - 0,9
Используется для сварки чугуна и при наплавке твердыми сплавами.
3) окислительное С Н - О
1 - 1,3
Используется для сварки латуней.
Самое лучшее качество шва у нормального пламени.
Строение пламени.
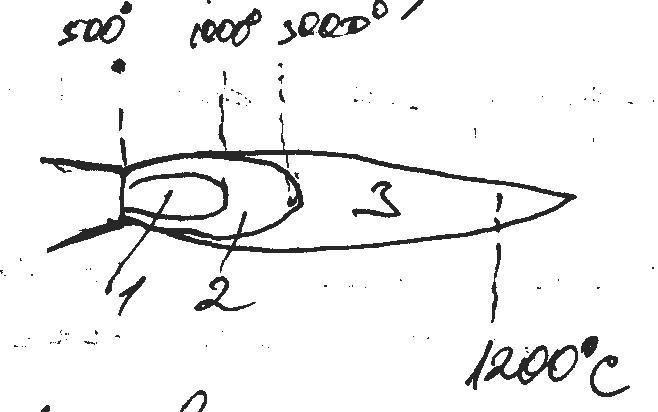
ядро
восстановительная зона
факел
Ядро состоит :
Продукты распада ацителена сгорающие в оболочке ядра.
Восстановительная зона :
Окись углерода и водород, раскисляющая сварочную ванну.
Факел :
Область полного сгорания продуктов
У нормального пламени температура 3150 – 3200
У науглероживающего пламени температура 3000 – 3050
У окислительного пламени температура 3300
Во время сварки сварочная ванна и присадочный материал должны находиться в восстановительной области.
Данный способ можно использовать от 5 сотых мм, температура пламени остается одна и та же.
Режимы сварки :
Тип пламени
Мощность пламени
Под мощностью понимают количество ацителена проходящего за один час через горелку необходимым для расплавления одного мм толщины металла.
Номером горелки можно изменять мощность пламени (4 номера горелки). Наконечники бывают: 000, 00, 0, 1…9.
диаметр присадочной проволоки (зависит от толщины свариваемых деталей). Наиболее распространеные диаметры 2, 3 мм используем проволоку сплошного сечения.
Два способа ведения горелки:
Левый способ, проволока идет впереди пламени (рекомендуется для сварки тонких материалов)
Правый способ, проволока идет позади пламени.
Порядок поджига горелки.
При открытых вентилях горелки устанавливают рабочее давление по монометру редуктора. Для кислорода 4 атм для ацителена 1 атм. Закрытие вентилей.
На четверть оборота производим открытие кислородного вентиля затем ацетиленовый вентиль на 1 оборот далее поджиг смеси.
Пламя должно гореть устойчиво, не отрываясь от монштука. Регулировка осуществляется при полностью открытом вентиле кислорода.
Гошение пламени в обратном порядке.
Явление обратного удара распространение пламени по шлангам с ростом давления.
Причина образования удара:
бочкообразная форма сужающего канала(т.е. износ наконечника)
не совпадение осей выходного канала и конфузора
уменьшение длины выходного канала
Достоинства метода:
Простота оборудования
Высокая маневренность оборудования
Возможность сварки в пространственных положениях
Значительный спектр свариваемых материалов
Возможность сварки в труднодоступных местах
Недостатки
Низкая производительность
Повышенная взрывоопасность
Значительная зона термического влияния.