

ferma / Трущенко Е.А / ТРУЩЕНКО НОВОЕ / Электродная проволока
.docЭлектродная проволока
В проволоке, предназначенной для сварки углеродистых и низколегированных сталей, основными раскислителями являются кремний и марганец. Рациональными пределами содержания элементов-раскислителей в электродной проволоке, предназначенной для сварки большинства кипящих и спокойных углеродистых и низколегированных сталей на токах до 500 А, являются: 0,05—0,12% углерода, 0,6—1,0% кремния и 1,4—2,4% марганца [3]. Для сварки таких сталей имеются специальные марки электродной проволоки. В некоторых случаях для сварки легированных сталей применяется порошковая проволока [4]. При сварке аустенитных сталей, как правило, применяется проволока, сходная по составу с основным металлом. В табл. 26 приводятся марки проволоки по ГОСТу 2246-60, которые предназначены или могут быть использованы при сварке сталей в углекислом газе.
Для лучшей подачи по гибким шлангам электродная проволока диаметром менее 2,0 мм должна обладать повышенной жесткостью. Для стабильного горения дуги и меньшего засорения шлангов и проводок необходимо, чтобы проволока имела чистую поверхность и не имела изгибов.
26.Марки проволоки, пригодной для использования при сварке в углекислом газе
(ГОСТ 2246-70)
Марна проволоки |
Назначение. |
Св-08ГС *
Св-08Г2С *
Св-10ХГ2С * Св-08ХГ2СМ * Св-08ХГСМФ* Св-08ХЗГ2СМ * Св-18ХГСА |
Сварка углеродистых и низколегированных сталей токами до 300—400А Сварка углеродистых и низколегированных сталей токами до 600—750 А Сварка низколегированных сталей повышенной прочности Сварка теплоустойчивых сталей типа 15ХМА Сварка теплоустойчивых сталей типа 20ХМФ Сварка стали ЗОХГСА Сварка низколегированных сталей повышенной прочности |
Св-08Х14ГТ* Св-10Х17Т* |
Сварка хромистых сталей типа Х13, Х17 |
СВ-06Х19НТ Св-07Х18Н9ТЮ Св-08Х20Н9Г7Т СВ-07Х25ШЗ |
Сварка аустенитных сталей типа 18-8 небольшой толщины |
* Состав проволоки разработан для сварки в углекислом газе. |
|
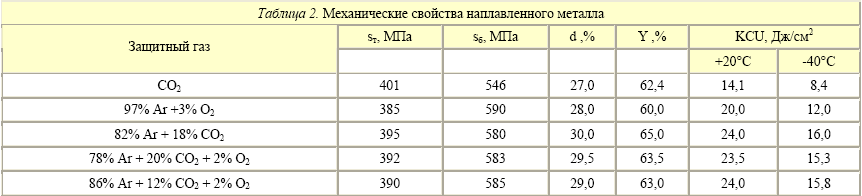
Выбор сварочных материалов для сварки в среде защитных газов плавящимся электродом
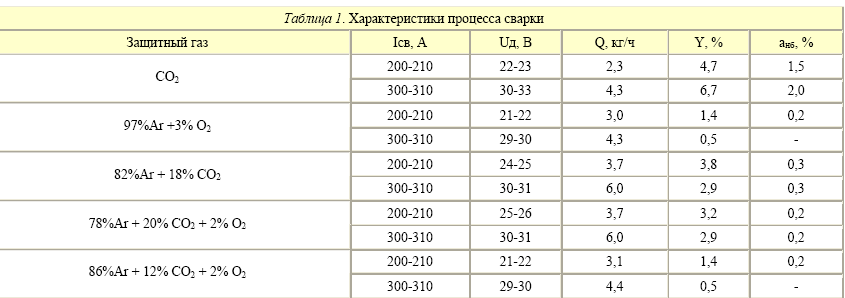



Эффективность предлагаемого технологического процесса сварки в защитных газовых смесях на основе аргона отличает от аналогичного
процесса с применением двуокиси углерода:
• количество наплавленного металла за единицу времени Q, кг/ч;
• коэффициент потерь электродного металла на разбрызгивание Y, %;
• коэффициент набрызгивания, aнб, %.