

Сварка бронзы.
Сплавы меди с оловом, алюминием, никелем, бериллием и некоторыми другими элементами называют бронзами. В зависимости от содержания легирующих элементов бронзы разделяют на деформируемые и литейные. К деформируемым, в частности, относятся сплавы с содержанием до 7—8 % олова — это оловянистые деформируемые бронзы, если в них содержится до 5—7 % алюминия — алюминиевые деформируемые бронзы. К литейным относятся сплавы с большим содержанием легирующего элемента. Деформируемые бронзы в изделиях толщиной до 4 мм сваривают всеми способами дуговой сварки без предварительного подогрева. Деформируемые бронзы больших толщин и литейные бронзы сваривают с подогревом. Чрез мерный подогрев вреден, в особенности при сварке оловянистых бронз, так как при их подогреве избыточное олово, не вошедшее в твердый раствор в располагающееся по границам зерен, расплавляется, что может явиться причиной разрушения детали даже под действием собственного веса.
При сварке угольным электродом в качестве присадочного металла применяют литые бронзовые стержни диаметром 5—10 мм того же состава, что и свариваемый металл. Сварку выполняют постоянным током прямой полярности.
Сварку бронзы металлическим электродом производят электродами, имеющими стержень, близкий по составу к основному металлу, и различные толстые покрытия. Сварка производится постоянным током обратной полярности. Ток подбирается из расчета 30—40 А на 1 мм диаметра металлического стержня электрода.
Автоматическая сварка бронз плавящимся электродом под флюсом дает вполне удовлетворительные результаты. Сварка алюминиевых бронз БрАМц9-2, АЖМц10-3-1,5 производится сварочной проволокой того же состава под флюсом АН-20, односторонним или двусторонним швом без скоса кромок при толщине металла до 10 мм; при большей толщине — со скосом кромок.
Сварки стали с алюминием и его сплавами.
Процесс затруднен физико-химическими свойствами алюминия. Выполняется в основном аргонодуговая сварка вольфрамовым электродом.
Технология сварки предусматривает использование стандартных сварочных установок типа УДГ-300 с применением лантанированных вольфрамовых электродов диаметром 2—5 мм и аргона 1-го и 2 сортов по ГОСТ 10157 Особенностью сварки алюминия со сталью по сравнению с обычным процессом аргонодуговой сварки алюминиевых сплавов является расположение дуги; в начале наплавки первого шва на присадочном прутке, а в процессе сварки на присадочном прутке и образующемся валике (рис. 171, а), так как при длительном воздействии теплоты дуги на поверхность стали происходит преждевременное выгорание покрытия, что препятствует дальнейшему процессу сварки. После появления начальной части валика дугу нужно зажигать вновь (после перерыва) на алюминиевом валике. При сварке встык дугу ведут по кромке алюминиевой детали, а присадку по кромке стальной детали таким образом, что жидкий алюминий натекает на поверхность стали, покрытой цинком или алитированной (рис. 171, 6).
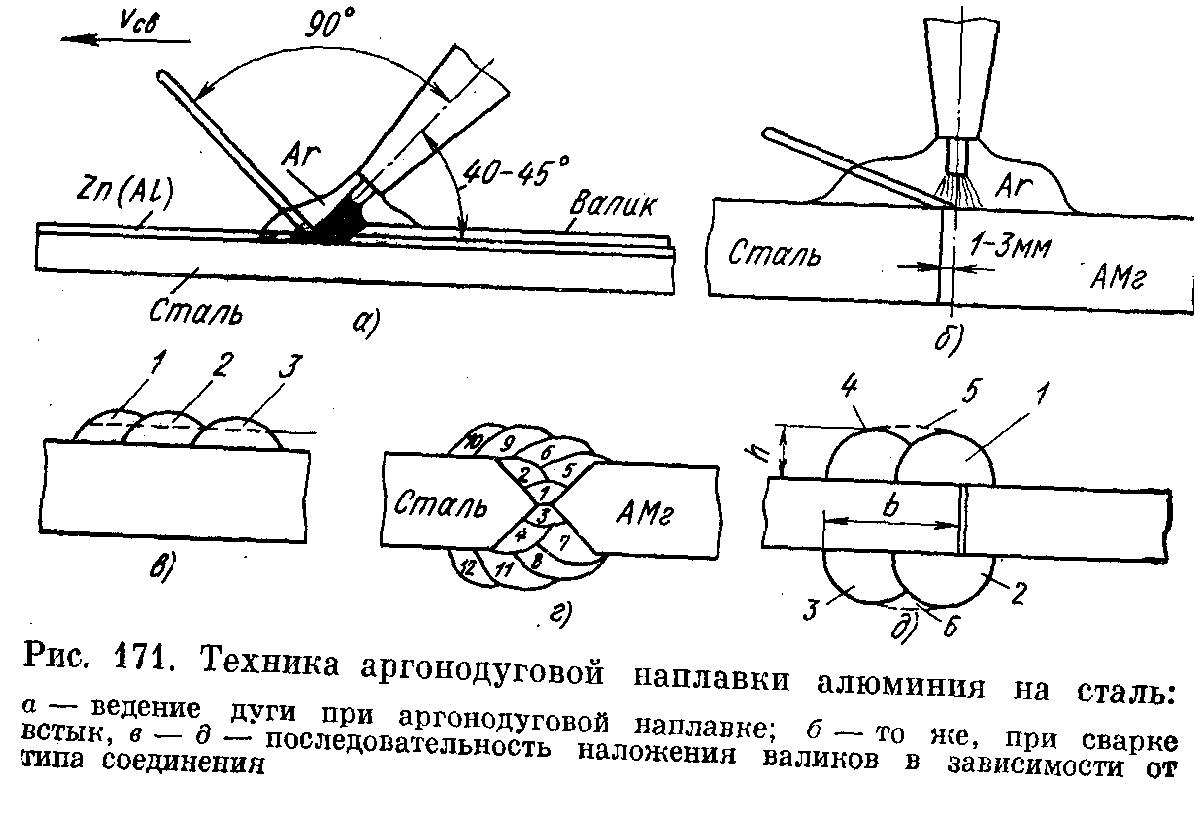
В качестве присадочного материала применяется проволока марки АД1 (чистый алюминий с небольшой присадкой кремния, благоприятно влияющего на формирование стабильного качества диффузионной прослойки). Важное значение имеет правильный выбор скорости сварки, так как она определяет время взаимодействия жидкого алюминия со сталью, т. е. определяет толщину и стабильность интерметаллидной прослойки (см. рис. 170, в). для первых слоев скорость сварки назначают в интервале 7—10 м/ч, для последующих (когда сталь достаточно разогрета) в пределах 12—15 М/Ч. Применение комбинированных покрытий стали — медно-цинкового и никель-цинкового повышает прочностные свойства сварного соединения. В этом случае наносят слой меди или никель толщиной 4—5 мкм и второй слой цинка толщиной 30—40 мкм.
Соединительная прослойка интерметаллидов сложного состава получается несколько меньшей толщины и твердости. Статическая прочность сварного соединения (при наличии усиления шва) 44—22,3 кгс/мм.
Сварка стали с медью и ее сплавами.
Граница сплавления между сталью и медью — резкая, с включениями фазы, обогащенной железом различного размера. Со стороны стали, примыкающей ко шву, размер зерна увеличивается в пределах зоны шириной 4,5—2,5 мм. Затруднения при сварке и наплавке меди на сталь связаны с ее физико-химическими свойствами, высоким сродством меди к кислороду, низкой температурой плавления меди, значительным поглощением жидкой медью газов, различными величинами коэффициентов теплопроводности линейного расширения и т. д. Одним из основных возможных дефектов при сварке следует считать образование в стали под слоем меди трещин, заполненных медью или ее сплавами. Указанное явление объясняют расклинивающим действием жидкой меди, проникающей в микронадрывы в стали по границам зерен при одновременном действии термических напряжений растяжения. Медь, латунь и бронза успешно свариваются со сталью всеми способами сварки плавлением на тех же режимах, что и стальные детали соответствующих сечений, но дугу со стыка несколько смещают в сторону меди или ее сплавов.
Более высокое качество сварных соединений при аргонодуговой сварке сплавами МНЖ 5-1 объясняется тем, что в это случае в металле шва содержание железа не превышает 8—10%, а при ручной сварке достигает 50—55%. Для соединения меди и ее сплавов со сталью рекомендуется применять аргонодуговую сварку вольфрамовым электродом, а для наплавки цветных металлов на сталь — наплавку плазменной струей с токоведущей присадочной проволокой.