

10.1 Цель работы:
Изучить особенности дуговой и воздушно-дуговой резки и отруж-
ки металлов.
10*2 Обилие положения
При дуговой резке расплавленный металл удаляется.из зоны меха-«ичвским воздействием сварочной дуги и под действием собственного ьеса. Эиш методой момяо резать низкоуглеродистые отели, легировян-нпе, нветьме металлы и чугун.
Рсзгу электрической дугоЛ производят металлическим и угольным адек гр^цами. В практике широко применяются обычные толотошжрытнв электроды тапа Э-42, Э-46.
Метод резки металлов электрической .пугой шлеет л некоторые недостатки: шзкую •1роизводителъноо'<ъ процесса, недостаточную чиого-ту реза, науглерокизание кромок при резке угольный электродом, натеки на на-лнзй кропке, большой расход основного металла.
производительность процесса электродуговой резки определяется количеством (г) выплавленного металла в единицу времени:
Gв=αв·Iсв·t, (10.1), откуда αв=Gв/Iсв·t, (10.2)
гдр ^'ь- количество металла, выплавленного за 1ч,г;
oifc - кОл)Хчт''\кенг выплавки, г/А»ч. (
Про'изподительность зависит от силы тока и угла наклона алектро-ча относите ^но поверхности обрядагпчаемого аетаяла. Установленно, что наиболшая производительность будет при угле наклона 10°(рис. 10.1). При таком угле наклона повышается эффективная тепловая мощность дуги на счёт уменьшения тепла в окружающее пространство.

Рис.10.1 Схема дуговой резки металлическим электродом
45воуд„п|№ - .уговая резка черньх металлов наиболее нроиаъоял-тельна при ^пользовании постоянного тока обратной иодлрност.1,1 а при резке цветных металлов - лрл.ло!: полярноеta.
Цри дуге прямо поляр ,ости под де" утыем высокой 1вмперат> ры к прутам факторам на анодь плавление металла происходит ойшю. При этом образуется чашеобразное углубление, но которому растекается расплавлений металл, удаление которого воздухом затруднено. Производи гель нос ть peaw надает.
При резке постоянным солом обратной полярности расидавльщшй метки образует форму конического выступа за очй*т движения Bort>iii электронов ч аьоду. Он более подвижен и текуч а легко удаляъ'Гой струей воздуха.
Основным рабочим инструментом янтиется резак. В гдашмооиг от назначения и метода подачи воздуха примрцяют в основном- даа ьида рераков: Резан о обтекаемой подачей во-^иуха и с бокоюй по-дачой воздуха.
Производительность воздушно-дуговой резки и строжки прямо гюрциональна силе тока, поэтому целесообразно применять мощшю сварочные генераторы. Рекомендуемые значения силы тока в мости от диаметра электрода подведен.! ни*е:
Диаметр электрода, мм |
6 |
8 |
10 |
12 |
Сила тока, А |
120-250 |
160-320 |
250-400 |
350-500 |
Питание резака cwar>iH воздухом осущвс рщяетоя от цеховой сети под давлением 4-S kcu/gv* .иш от сети индивидуального компрессора.

Рис.10.2 Схема воздушно-дуговой строжки
1- аяекгрод
2 - резак
3 - воздушная струя
4 - канавка
Рис.10.2 Схема воздушно-дуговой строжки
Если давление больше, обрыьавгоя дуга, а если меньше - слабо выдувается Mei'a~m.
&ше • электрода не долкен превышать 100 мм. При работе адеа-туод "обюрае с" дериодически дол чей выдвигаться на ту же величину. Воздушный веьгадь открывают до начала реэю*. Возйуадьние дуги про ваюднюк при пооту1шеми1 воздуха. Виидавиа металла начинается не-мвдлвьно о понадвнйвм адгл, ыова j дугу надо возбуждать в 46
ной точке реза. Во всех случаях отроге* электрод устанавливается лод углам д5-400 к даверхдоста металла. При испольэованич резе-«вв « <5ед<}в<>« подачей воздуха (рис .10.2) отверстия для воздуха &»чт %ть внизу по отвотению к рабочему концу угольного элек-ярода в аризме резака. Движение резака производится по направлв-|нию .юнца электрода о постоянным касанием передней кромки расплавленной ваннк, Скорость перемещения примерно 500-2000 мм/мин, а глубина канавки увеличивается с возрастанием сюш тока, увеличением угла меэдг электродом и металлом и с уменьшением скорости движения электрода.
При резке (рис.10.3) электрод располагается иод углом 45-60 по отношению к изделию. Если наклонить электрод в поперечном направлении к линчи реза, то можно получить резку со скосом кромок.

Рис.10.3 Схема разделительной воздушно-дуговой резки
Особого внимания заслуживает резка этим способом нержавеюще" -стали гащиной до 15 мм.
Зоздушяо-дуговоЗ поверхностной и разделительной резке могут аодвергаться цвет вне метаны и их спляы. Однако применение этого способа для разделена цретных металлов "ребуе-к погншения погонно А энергии ввиду более в 'СокоГ, теплоемкости и теплопроводности атлх материалов. С пo^'oщьD воздушно-дуговой резки ложно удалять все дефекта в сварных пвпч, а е отиьнсил литъе, газовие и уоядоч-яне ратсовинн, ашахои'р вк.-нетя, зегияше засори, гредаш, рих-лости и потмстости.
10-3. Необходимые материалы
4710.3.I. "лаотинн из малоуглеродистой и нержавеющей стали (200x100x10 мм).
10.3.2. Электроды:
а) графитовые или угольные;
б) толс'юпокрытые металлические ( «t =5 mm) •
10.3.3. Воздух (подается от компрессора или баллона).
10.4. Оборудование, приспособления, инструмент
10.4.1. Сварочный пост постояавок» и переменного тока с влек-троивмерителъныш приборами.
10.4.2. Компрессор или баллон со сматнм воздухом.
10.4.3. Воздушно-дуговой резак типа РВД-I или другие.
10.4.4. Секундомер.
10.4.5. Весы щферблатнче с гариа,
10.4.6. Масштабная линейка»
10.4.7. Держатель.
10.5. Порядок выполнения работы
Опыт I. Определить производительность процесса и расход материалов при резке электрической дугой листовой аизко.тлеродистой стали плавящимся электродом и непдавящамся электродом.
1. Заточить графитовый ьли уголъиь'й электрод под углом 60-90° и закрепить его в держателе. •
2. Зачистить и взвесить пластана и графитовые электроды с держателем.
3. Рассчитать вес стерчшя ие^аяаич-е сого электрода.
4. Подобрать силу тока для ре&ки т диаметру электрода. Для всех случаев резки сила тока оохрайа&чгся.
5. Закрепить пластину струбциной к подставке (рис.10.4). 8. Отметать мелом лиши реза.
7. Произвести резку угольным электродом на длине 70-80 мм, отмечая силу тока, напряжение и время горения дуги.
8. Охладить пробу в воде я очистить от брызг и шлака.
9. Взвесить пластину и электрод с , эржателем. Количество выдавленного металла устанавливается как разность весов плаотиш до и после резки.
10. Повторить опыт, шполняя резку толстопокрытыми электродами на этой пластине.
11.
12.
Опыт 2.
Опыт 3. Определить производительность, расход электродного металла при воздушно-дуговой строжки низкоуглеродистой стали.
выЕлавить три кааюк лра различных наклонах мвк града к обрабатываемой повррхнооти, гловоДС^Уясь унаваниями опыта I.
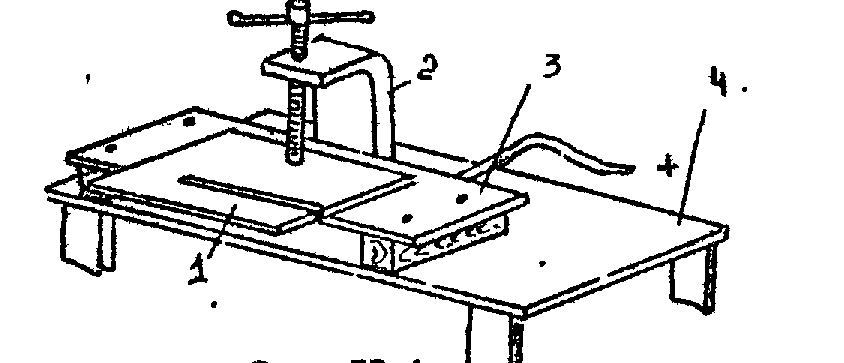
Рис. 10.4 Размещение пластин для резки
I - пластина; 2 - отруб)ища; 3 - подставка; 4 - сварочный отол О'Шт 4 Произвести резку и стродку низкоуглеродмртой отали воздуга-но-^гови! onoco6otj постоянным тс-ком ча прямой полярности я убе-дч'лсч в нопр'ичэдюсти о?ого способа ( г^ачая производительность, большой расход олектроэнэргли, неустойчивость njionocca резкч ц
стромад). '
Результаты опытов
Вид резки |
Результаты замеров |
Результаты расчетов |
||||||||||
Вес электрода,г |
Вес пробы, г |
Режим |
Вес, г |
Коэффициент выплавки г/A·ч |
g °^ П ц n! v г- «ч О *" V t"1 •ч- Л1 1 О 1 1 (,' |
|||||||
•~) о с |
«н т от Рч ОЭ В > •) |
| Н 8 pi % ' |
3 ет •ч f 4 О <J 0 и |
"fi f 0 ' С1 о - "* ~i* 34 |
•3 \ -> |
р: Ф ^,1 и d< Ч г. |
3 <в ,?0 -J " 11 Г-4 •'/ч L |
ь<1 л m } ^ So -."^ о to |
у о т "К Зч я IS , i i i> ' .;... |
'3„ ".*Й Г| т, (п J^ _ |
||
49,10.5. Содержание отчета.
10.5.1. Методика постановки опытов, пример» расчетов. Ю.5.2. Таблица записей и результатов расчетов. 10.5.3. Выводы к объяснению полученных результатов.
10.6. Контрольные вопросы
TO.6.I. Сущность дуговой и воздушно-дуговой резки металлов и область их применения.
10.6.2. Почему при воздушно-дуговой резке металлов применяется постоянный ток обратной полярности ?
10.6.3. Отчего зависит производительность процесса дуговой разки?
10.6.4. Преимущества воздушно-дуговой резки в отрожки металлов»
10.6.5. Техника воздушно-дуговой резки и отрожки металлов.
ТВШШЮГИЯ И ОБОРУДОВАНИЕ СВАРКИ МАВЛЕНИМ И ТЕРМИЧЕСКОЗ РЕЗКИ
методические указания к выполнению лабораторных работ для отудеатов специальности. 120500
Составитель Коршков Виктор Олегович
Подписано печати 2 i. Ol. &6.
«ормат 60x84/16 Бумага * Z.
Плоская печать. Тол.печ.л.Z.9- Уч.-ивд.д.«2,
Тирах 75 акз. Заказ £Ь , Бесплатно.
ИШ> ТПУ.Лицензия ЛТ Л I от 18.07.94.
Ротапринт ТПУ, 634004, Томок, пр.Двшеа, 30.
50