

1.3.2 Для механизированной сварки в
защитном газе (СО2)
Активные газы или продукты диссоциации в процессе сварки взаимодействуют с металлом сварочной ванны, растворяются в нём или образуют с элементами, входящих в его состав, химические соединения. Сварка в углекислом газе осуществляется главным образом плавящимся электродом, а иногда угольным электродом. В качестве плавящегося электрода служат низколигированные сварочные проволоки сплошного сечения и порошковые проволоки. Сварку низколигированными проволоками сплошного сечения ведут постоянным током обратной полярности. При сварке постоянным током прямой полярности, в следствии более высокого содержания в металле шва водорода, наблюдается интенсивное образование пор. Сварка активной проволокой сплошного сечения возможна и на прямой полярности. Питание дуги переменным током возможно пи сварке порошковой проволокой, в состав в которой введены стабилизирующие дугу вещества. Использование вольфрамового электрода нецелесообразно, так как углекислый газ при высоких температурах является энергичным окислителем, приводящим к сгоранию электрода. Защита углекислым газом в основном применима при полуавтоматической сварке низкоуглеродистых и низколигированных сталей и в некоторых специальных случаях. Полуавтоматическую сварку в углекислом газе можно выполнять во всех пространственных положениях. Расширение области её применения идёт за счёт замены ручной сварки и полуавтоматической сварки под флюсом. Широкое использование полуавтоматической сварки в защитном газе взамен сварки ручной сварки покрытыми электродами обусловлено большей производительностью, лучшими условиями труда и меньшими требованию к квалификации рабочих. Перед полуавтоматической сваркой под флюсом её преимущество заключается в возможности визуального наблюдения за расплавлением электрода, отсутствие операций по удалению и удержанию флюса и возможности выполнять сварку во всех пространственных положениях.
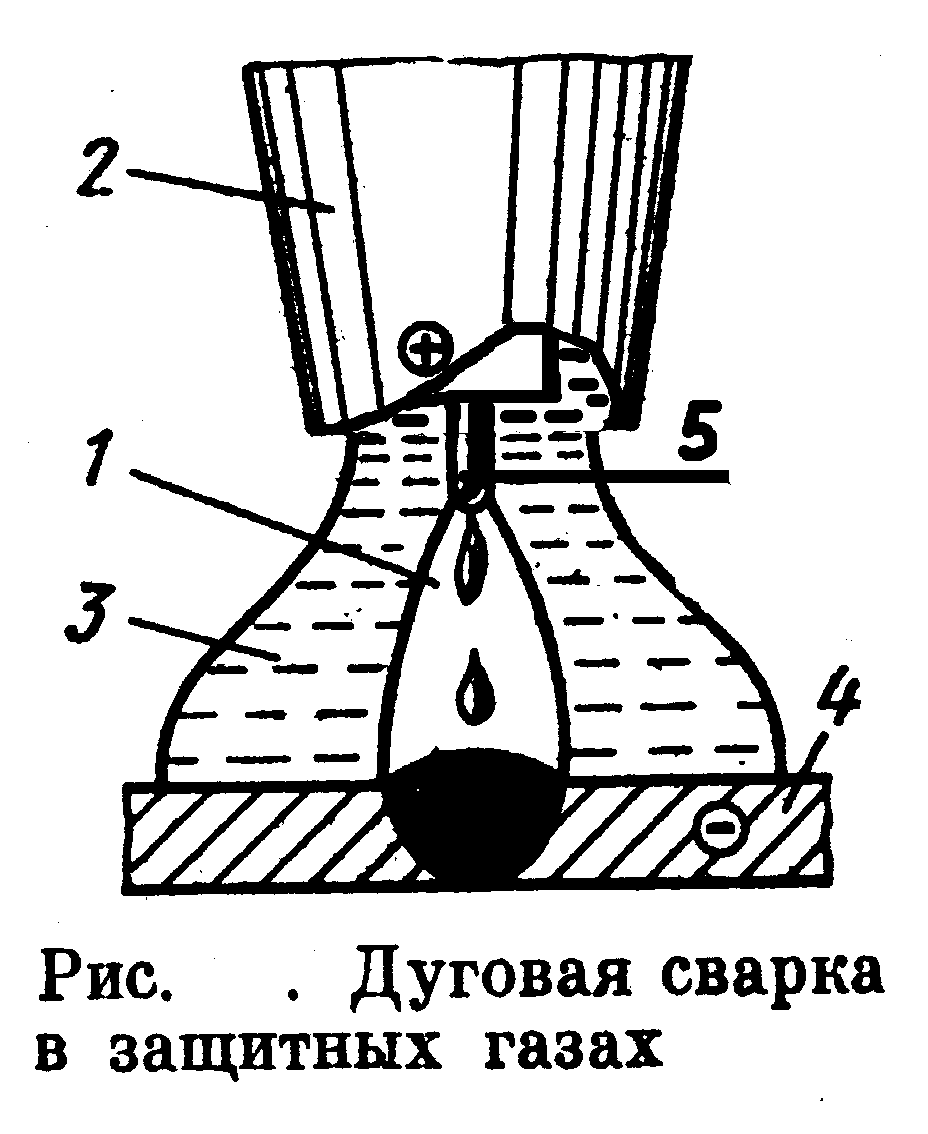
Рис.2. Механизированная сварка в защитном газе (СО2):
1 – зона дуги; 2 – сопло; 3 – защитный газ; 4 – основной металл; 5 - электродная проволока.
1.4Выбор сварочных материалов
1.4.1 Для ручной дуговой сварки покрытыми электродами.
Сварочными, или присадочными, называют материалы, обеспечивающие возможность протекания сварочных процессов и получения качественного соединения основного металла.
Сварку стали 35ХГСА производят с применением электродов НИАТ – 5 с основным типом покрытия [6,с.]. Высокая прочность металла шва достигается путём легирования металла шва элементами, входящими в состав основного металла и металла электрода, и применением повышенной скорости остывания металла шва.
Таблица 4-Типичный химический состав наплавленного металла
C |
Mn |
Si |
Ni |
Cr |
Mo |
N |
S |
P |
0.10 |
1.6 |
0.23 |
25.4 |
15.4 |
5.8 |
0.12 |
0.011 |
0.022 |
Таблица 5-Типичные механические свойства металла шва
σв, МПа |
σт, МПа |
Ψ, % |
а, Дж/см2 |
660 |
400 |
38 |
180 |