

4.5.6.«Подобрать сварочный ток, предварительно подсчитав его
по формуле К.К. Хренова '
![]()
где Je/л -сила сварочного тока, А;
v -толщина сваривасм1дх пластин, »г, Й# -диаметр электрода, ;лм.
4.5.7. Произвести опытную наплавку (по 2 электрода на пластину) на данном режиме. Во время наплавки фиксировать время го-рекия дуги двух электродов, ток и напряжеые.
4.5.8. Очистить планки от шача и бризг, очистить огарки от покрытия. Взвесить.
Результаты занестл в табл. 4.1.
ПРШШАШЕ: При подборе режимов сварки пучком и гребенкой электродов необходимо учооть, что ток следует подсчитывать по
Формуле:
![]()
где щ - диаметр электрода, мм.
Сварку лежачим электродом выполнять под слоем флюса. Возбуждение дуги производить угольнда стрежнем. При сварке олектрода-ми с железным порошком в покрытии назначить режим реноме вдуемый для данной марки электрода.
4.6. Требования к отчету 4. 6.1 г Цель работы.
4.6.2. Назначение и краткая характеристика оборудования.
4.6.3. Таблица экспериментальных измерений и результатов расчета.
4.6.4. Выводы По работе.
(..
4.7. Контрольные вопросы
1. Что понимают под производительностью сварки?
2. На сколько процентов можно повысить производительность сварки путем введения в покрытие желез ноги порошка.
3. Технологические особенности сварки пучком и гребенкой электродов.
4. Какова максимальная длина шва выполненного лежачими элек-
тродами? ЛАБОРАТОРНАЯ РАБОТА Г' 5
Условия горения дуги, форлировааия валика и производительность в среде углекислого газа.
5.1. Цель работч
Изучить влияние параметров режима сварки малоуглеродистой стал!" j среде С02 на производительность процесса, „качество и форму dp .
S. ~. Общие положения
Сущность сварки в среде СОо состоит в том, что дуга горит в среде эащих'ного газа, оттесняющего воздух от зош сварки и защищающего наплавленный металл от Og иИ*> воздуха. Особенностью дачкой сварки является сравнительно сильное выгорание элементов, обладающий1 сродством с- С2 ( C,tf£f 7~is^i-> Mf? ц др.). Окисление происходит за счет как 002» так и атомарного 0, который образуется при диссоциации С02 под действием тепла дуги. Непрерывный уход ikrciob CfS(f Мп чз ванны приводит к значительному обзднешю i,:c галла шва расклсл1г'еляш, ч:о ухудшает механические свойства соединения. Поэтому для получения качественных соединений необходимо при сварке в среде С02 тлеть в сварочной ванда достаточное количество раскисляющих элементов, которые обычно вводят за счет проволоки (СВ-08Г2С, С 8 -Q8IU).
Хкми шскяЛ состав металла ива зависят не то.' ько от основного и з яектроддого металлов, но и от параметров режима сварки, особе, ю от t/f/к /</. Повышение силы сварочного тока при том гее диаметре сварочной проволоки приводит к уменьшению времени пребывания капли на конце электрода и ее контакта с газами, Бследствии этого уменьшается степень выгорания раскислителей из сварочной про со'ока. Повышение напряжения на дуге приводит к значительному с ^едно>гио металла шва раскаслителями, так как процент выгорания их в с.^.лбе дуги повышается за счет увеличения времени контакта капли su' ктродного металла с газом.
Влаяь згь к расход С02 также влияет на качество шва. С повышением власносги COg увеличивается количество растворенного в металле шва Н2 , который образуется при диссоциации Н20
![]()
При досгатошом ^ ходе С02 т зону сварки проникает воздух. Из-за 22
уюто в мега,чл шва попадает-^ , что приводит к образоваалю пор, как и при попадании Но- Расход газа обычно устанавливается по расходомеру, чаще всего типа РС-3. Шкала этого расходомера отградуирована на расход воздуха при 20°С и /^/5/%( рис.5. 1). Защитные газы легче или тяжелее воздуха, поэтому для них вводят поправочные коэффициенты к.

Например, показание
расходомера 60; проведя перпендикулярную
линию аз этой точки до пересеченил
с кривой расхода воздуха, получим,
что расход воздуха 750 л/V
• Допустим, что т-аз, применяемый при
оы*й«,, - С02;
поправочный ксафс^ициевт для него 4
=0.81. Объемный расход
С02![]()
таким образом можно определить расход и других газов.
Сварка в среде С02 - процесс высокопроизводительный, в настоящее время, как правило, осуществляемый на постоянном токе обратной полярности. Переменный и постоянный ток обратной полярности не применяются из-за недостаточной устойчивости процесса • и неудовлетворительного качества и формы шва. Это происходит вследствие того, что наличие в дуговом промежутке Оо, имеидего большое сродство с электроном, приводит к образованию большого количества отрицательных ионов, нарушающих нормальные условия горения дуги, питаемой переменным и постоянным токами прямой полярности.
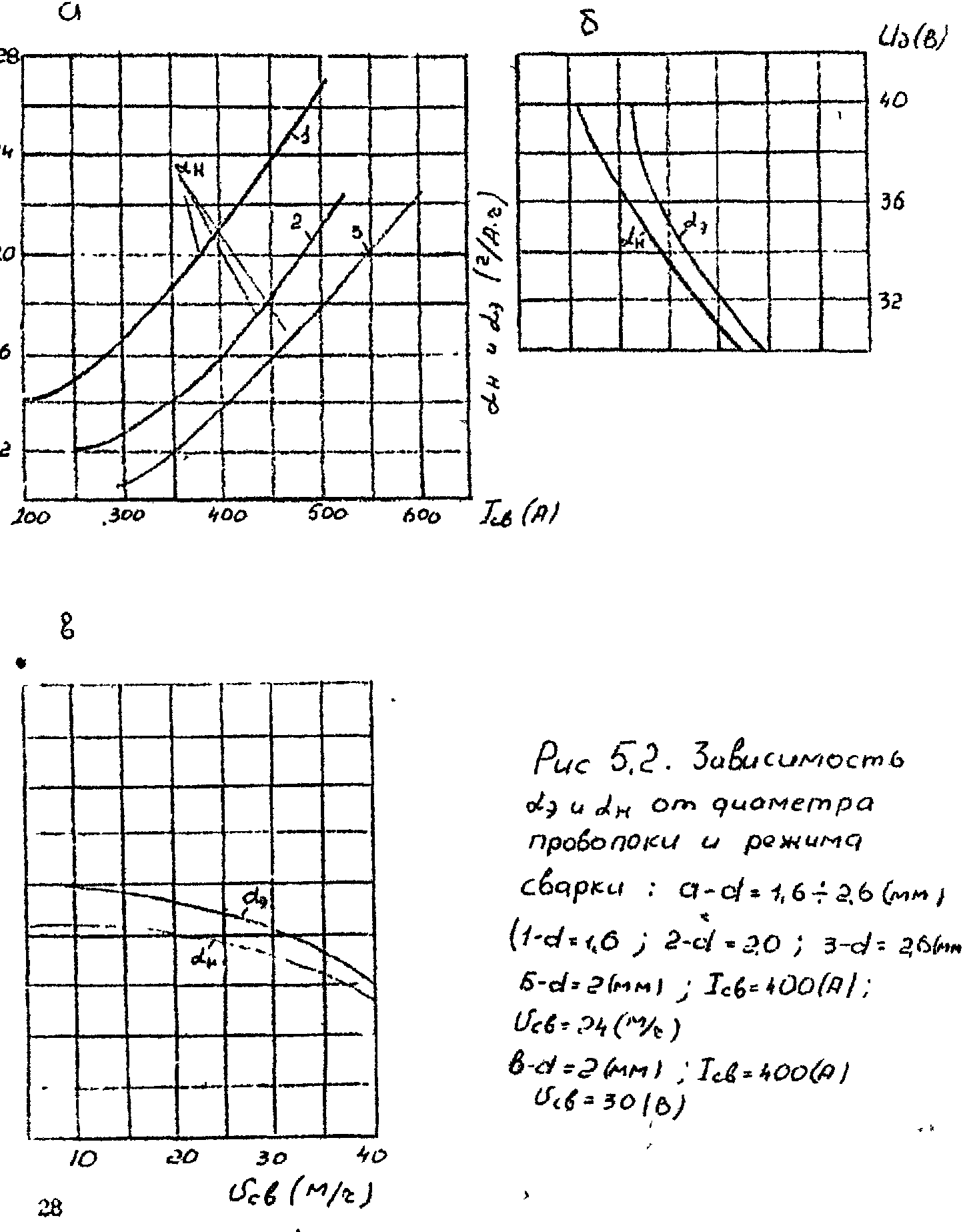
На производительность сварки оказывают влияние коэффициенты Иаплавки значительно превышает коэффициент на горящей в среде СОп. не тратится на плавление флюсов, т.е. эфф&ктиввая тепловая мощность дуги повышается. С увеличением силы' тока при сварке в среде СОд потери на угар и разбрызгивание уменьшаются. С увели-чешем силы тока и уменьшением диаметра электродной проволоки (повышением плотности тока) коэффициенты <^ри <>£* увеличиваются (рис.5.2,а). Повышение напряжения на дуге и скорости сварки приводит к снижению коэффициентов «х^и о£-ц (рис.5.2,в,б). Это объясняется увеличением потерь тепла с ростом длины дуги на излучение в окружающее пространство, а также увеличением потерь метал-
23I
ла на разбрызгавшие и угар. Повышенло скорости перемещения дуги влечег за собой некоторое снижение е£? и <s*# потому, ч го с увеличением скорости сварки погоьная энергия уменьшается.
Целесообразноеib гнедредая сварки в среде С02 подтверждается практикой работы многих предприятий.
5.3. Необходимые материалы
5-3 Л. Сварочная проволока сб - 08Г2С, СБ-0,8 ( ff - 1,2*2мм).
5.3.2. IL остины из малоуглеродисто,! стоки (100x100x10 мм)
5.3.3. С02
5.4. Оборудование, приспособления, инструмент
5.4.1. Пост для сварки в среде СОо-
5.4.2. Циферолагные весы с гирями.
5.4.3. Секу ндомер.
5.4.4. Переносные настольвде тиски.
5.4.5. Спецлалълая струбцина,-
5.4.6. Бачок для охлаздения проб. ч
5.4.7. Прес для излома проб.
5.4.8. Счетчик для опоедеченая расхода проволоки,
5.4.9. Штангельциркуль.
ПРИМЕЧАНИЕ. При отсутствии счетчила расходов проволоки определяется кок произ] здение диаметра падакщего ролика на П, частоту враще! w и плотность проволоки»
5.5. Порядок выполнения работы
Опыт I. Определить косй&ициенты плавления, наплавки потерь aa'yiap я разбрызгивания при свартсе на постоянном токе обратной полярности.
1. Пост подготовить к работе.
2. Зачисть пластаны» собрать их встык, пользуясь специальной струбциной, и прихвати гъ по торцам.
3. Взвесить собранные пластлш с точностью до 2 г.
4. Подобрагь ракш сварки взавпсииости о г диаметра проволоки и талщины пластины по таб.5.1. В последнее время находит приме некие сварка в среде С02 тонкой проволокой на повышенных режимах, например для проволоки г/-1,2 ми требуется следующий ре-
хан £табл.5.2).
5. На выбранном реаиме по нижнему пределу наплавить валик нерпе ндикулярно стыку ( /-150*160 мм), фиксируя время горешя дуги, ьапряжешб, силу сварочного тока и показания счетчика расхода проволоки. Дни на расплавленной проволоки определяется как произведение показаний счетчика (оборотов) на длину окружности седеющего ролика.
6. Охладить пробу в воде, осушить и затем тщательно очистить от брызг и шлака.
7. Взвесить пробу с наплавленным валиком и измерить его длину.
8. Увеличивая силу тока примерно на IOO-I50A и сохраняя при этом остальные параметры режима по возможности постоянными, наплавить еще два валика н.ч эту же пробу, выполнить п. п. 3,5-7. Одна из валиков наплавить на токе прямой полярности.
&. Размеры валиков /£ е, %. на образцах определить по методике, указанной в работе 3.
10. Рассчитать
Опыт 2. Повторить опыт I, ичменйя напряжение, при этом остальные параметры режима по возможности сохранить постоянными.
Опыт 3. Повторить опы? I, производя наплавку проволокой Св - 0,8 и применяя такой же режим сварки, что и для проволоки Св-08Г2С. Сравнить швы по внешнему виду.
Данные всех измерений и результаты расчетов занести в табл. 5.3.
5.6. Содержание отчета 5.6.1. Цель работы.
5.6.1. ГДетодика постановки опытов и примеры расчетов.
5.6.3. Таблицы записей и результатов расчетов.
5.6.4. Выводы и объяснения полученных результатов.
5.7. Контрольные вопросы
5.7.1. Диссоциация СОо ее влияние на условия горения дуги и выбор' рода тока.
5.7.2. Почему для сварки в среде COg низкоуглеродистой и низколегированной стали требуется проволока с повышенным содержанием
r •' .5.7.3. Почему при одинаковых услоишх сварки коэффициент
в среде COg больше, чем при сварке под слоем флюса ?
Ь.7.4. Как влияет до качество шва размер капли и когда наблюдается отруйшл пзреход металла с электрода в сварочную ваниу ?
5.7.6. Причины возникиовешя в швах пор.
5.7.6. Почему при сварке стыковых соединений c разделкой кромок в среде CO2 угол раскрытия берется меньше, чем при сварке под слоем флюса ?
Режим сварки в среде С02-
Tаблица. 5.1
 26
26
Продолжение таблицы

ЛАБОРАТОРНАЯ РАБОТА №6
Расчет и проверка ршдаов автоматической сварки под слоем п са по заданной глубине провара.