

Фиг. 10. Схема дуговой сварки плавящимся электродом в среде ващитных газов электрозаклепками.
в) автоматом, когда перемещение горелки и подача присадочной проволоки производится механически.
Дуговую сварку в среде защитных газов плавящимся электродом можно выполнять с помощью полуавтоматов и автоматов.
Сварка неплавящимся электродом применяется при соединении тонколистовых материалов толщиной меньше 3—5 мм. В отдельных случаях для получения сварных соединений высокого качества сварку неплавящимся вольфрамовым электродом применяют и на изделиях из материалов толщиной более 5 мм. К основным преимуществам сварки в среде защитных газов относятся: : отсутствие необходимости применения флюсов или обмазок, а следова-! тельно, и очистки швов от шлака и неиспользованных остатков флюса после высокая производительность процесса;
высокая степень концентрации источника тепла, позволяющая значи-1 тельно сократить зону структурных превращений и уменьшить коробление изделия в результате сварки;
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ
Источники тока и схемы питания дуги при сварке неплавящимся электродом
13
12
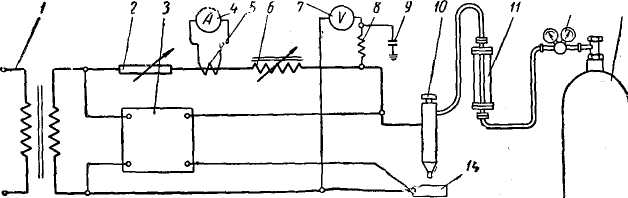
Для сварки неплавящимся электродом переменным током на многих предприятиях применяются упрощенные схемы питания дуги на базе стандартных источников тока. Одна из таких схем представлена на фиг. 11.
Фиг. 11. Схема установки для ручной аргоно-дуговой сварки иеременным током: 1 — сварочный трансформатор; 2 — балластный реостат; 3 — осциллятор; 4 — амперметр; б — трансформатор тока; 6 — дроссель; 7 — вольтметр; 8 — защитный дроссель вольтметра; 9 — конденсатор; ю — горелка-электрододержатель; 11 — ротаметр; 12 — редуктор; is — баллон с газом; 14 — свариваемое
Изделие
Питание дуги производится от стандартного трансформатора (типов СТЭ, СТПК, ТСД) с дросселем. Для облегчения возбуждения дуги и поддерживания относительно устойчивого ее восстановления в полупериоды обратной полярности в сварочную цепь включен постоянно действующий осциллятор. Балластные реостаты РБ-200 или РБ-300 служат для частичной компенсации постоянной составляющей сварочного тока и для ступенчатого регулирования тока. Подача защитного газа к горелке осуществляется от баллона через кислородный редуктор. Расход газа контролируется с помощью ротаметра (обычно РС-3).
С 1958 г. промышленностью выпускаются специальные аппараты УДАР-300 для ручной сварки неплавящимся электродом (фиг. 12—14).
Установка УДАР-300 предназначена для сварки алюминиевых сплавов. Пределы регулирования тока от 50 до 300 а. Питание дуги осуществляется от сварочного трансформатора СТЭ-34. Дроссель насыщения ДН-300 служит для регулирования тока и обеспечивает получение кривой изменения тока в сварочной цепи с ускоренным переходом через нулевое значение при малых токах (50—70 а). Дроссель имеет две ступени регулирования тока, получаемые за счет переключения числа витков рабочих обмоток. Регулирование тока в пределах каждой ступени — плавное и осуществляется с помощью реостата, включенного в цепь обмотки подмагничивания.
Для подавления составляющей постоянного тока в сварочную цепь последовательно с источником питания включена батарея из 100 электролитических неполярных конденсаторов ЭС общей емкостью 100 000 мкф.