

130 Сущность и техника сварки плавлением
Д ля
получения качественной сварки, особенно
тонколистовых кои« струкций,
следует обеспечивать точную подготовку
и сборку кромои прихватками
вручную вольфрамовым электродом или в
специальны)! сборочно-сварочных
приспособлениях.
ля
получения качественной сварки, особенно
тонколистовых кои« струкций,
следует обеспечивать точную подготовку
и сборку кромои прихватками
вручную вольфрамовым электродом или в
специальны)! сборочно-сварочных
приспособлениях.
Загрязнение рабочего конца электрода понижает его стойкость (<>б= разуется сплав вольфрама с более низкой температурой плавления) и ухудшает качество шва. Поэтому дугу возбуждают без прикосновения к основному металлу или присадочной проволоке, осциллятором или т« мыкая дуговой промежуток угольным электродом. При правильном ны« боре силы сварочного тока рабочий конец электрода расходуется незши чительно и долго сохраняет форму заточки.
Качество шва в большой степени определяется надежностью оттее» нения от зоны сварки воздуха. Необходимый расход защитного газа уе# танавливают в зависимости от состава и толщины свариваемого металле, типа сварного соединения и скорости сварки. Соединения на рис. 3.44, <t и б для достаточной защиты требуют нормального расхода газов. Тимы соединений на рис. 3.44, ваг требуют повышенного расхода защитно!и газа, поэтому при сварке этих соединений рекомендуется применять экри ны, устанавливаемые сбоку и параллельно шву. Поток защитного газа мри сварке должен надежно охватывать всю область сварочной ванны, разогр^ тую часть присадочного прутка и электрод. При повышенных скорости сварки поток защитного газа может оттесняться воздухом. В этих случияк следует увеличивать расход защитного газа.

Рис. 3.44. Расположение границы защитной струи газа при сварке соединений различных типов
При сварке многопроходных швов с V- или Х-образной разделкой кромок первый проход часто выполняют вручную или механизировино без присадочного металла на весу. Разделку заполняют при последующих проходах с присадочным металлом. Для формирования корня шва можнв использовать медные или стальные съемные подкладки, флюсовую но* душку. В некоторых случаях возможно применение и остающихся под*
ДУГОВАЯ СВАРКА В ЗАЩИТНЫХ ГАЗАХ

131
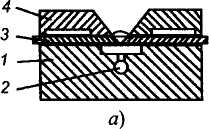
Рис. 3.45. Подкладки для защиты от воздуха обратной стороны шва при сварке:
а - односторонней; 6 - двусторонней; / - медная подкладка;
2 — канал для подачи защитного газа; 3 — свариваемый металл;
4 - зажимное приспособление
■к. При сварке активных металлов необходимо не только получить 1ий провар в корне шва, но и обеспечить защиту от воздуха с об-М стороны расплавленного и нагретого металлов. Это достигается ьзованием медных или других подкладок с канавками, в которые гся защитный инертный газ (рис. 3.45). Эта же цель в некоторых нх достигается при использовании флюсовых подушек. 1ри сварке труб или закрытых сосудов газ пропускают внутрь сосу-1ертные газы, увеличивая поверхностное натяжение расплавленного ла, улучшают формирование корня шва. Поэтому их поддув ис-уют при сварке сталей на весу. При сварке на весу, особенно без точного металла, следует тщательно поддерживать требуемый за-,-жду кромками.
При соединении встык металла толщиной до 10 мм ручную сварку
справа налево (левый способ) (рис. 3.46). При сварке металла
ней толщины угол между горелкой и изделием устанавливают рав-
ч0°. При сварке изделий больших толщин применяют правый спо-
тол между горелкой и изделием, так же как и при сварке угловых
пнений, устанавливают равным 90°.

Рис. 3.46. Расположение горелки
и присадочного прутка при ручной аргонодуговой сварке:
/ - электрод;
2 - присадочный пруток;
3- защитный газ; 4 - сопло
рывно подаваемой и зону дуги, ilnnunими гаи монич наполнить iw(мn|>у, м hoiu рой осуществляется сварка, или подншпьсн и аону дуги в пили потоке, кии и при сварке неплавящимся электродом (фиг. 8).
Электродная проволока подается механизмом подачи с постоянной ИЛИ переменной скоростью в зависимости от напряжения дуги. Для направления проволоки, тоководвода к ней и подачи в зону сварки защитного гаан приме няется горелка.
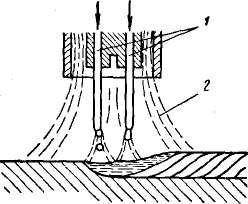
В некоторых случаях для рассредоточения теплового потока приминлют многоэлектродную сварку (фиг. 9). Это позволяет уменьшить долю основного
ииинин i'iohmiii'ti, при in молытнйнии и ннчнетнп шицнгных мини С,Оц, Ni, nnpoii моды и др.;
миниммльноо внаимодойетвио моталлн ниш с кислородом и азотом иоадуха при исшим.иошшии н качестве защитной среды инертных газов;
возможность сварки разнообразных металлов и сплавов толщиной от десятых долей миллиметра до десятков миллиметров;
возможность наблюдения за открытой дугой, чем облегчается управление процессом сварки;
широкие возможности механизации и автоматизации.
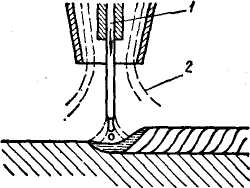
Фиг. 8. Схема дуговой сварки в среде
защитных газов плавящимся электродом:
1 — плавящийся электрод; 2 — защитный
газ.
Фиг. 9. Схема многодуговой сиарки в среде
защитных газов: 1 — плавнщийсн олектродм'
2 — защитный газ.
металла в шве и в ряде случаев уменьшить склонность к образованию пор и трещин. г
Сварка сталей и некоторых других сплавов производится плавящимся электродом с комбинированной газо-флюсовой защитой.
Нахлесточные соединения можно сваривать плавящимся электродом в среде защитных газов электрозаклепками (фиг. 10).

Дуговую сварку в среде защитных газов неплавящимся электродом можпо выполнять:
а) вручную, когда перемещение горелки и подача присадочной проволоки осущест вляется сварщиком;
б) полуавтоматом, когда перемещение горелки вдоль шва осуществляется вручную, а подача присадочной проволоки — с по мощью специального механизма;