

ferma / Трущенко Е.А / Сварка плавлением / Курсовые / Стык (Сталь 12Х18Н10Т) ЗГПЭ и ЗГНЭ / 436
.doc436
Дуговая сварка в среде защитных газов
Технология дуговой сварки в среде инертных газов
437


 При
указанном способе сварки применяются
головки или горелки — пистолеты,
назначением которых является закрепление
электрода, подача защитного газа
в зону дуги, возбуждение и поддержание
дуги в течение заданного времени
.
При
указанном способе сварки применяются
головки или горелки — пистолеты,
назначением которых является закрепление
электрода, подача защитного газа
в зону дуги, возбуждение и поддержание
дуги в течение заданного времени
.
Во избежание загрязнения сварочной ванны и быстрого расходования вольфрамового электрода дуга возбуждается без соприкосновения электрода с изделием с помощью осциллятора. После возбуждения дуги осциллятор автоматически отключается.
Качество точечных соединений и постоянство» их механических свойств зависит главным образом от тока, времени горения и длины дуги (фиг. 89 и 90). Постоянство времени горения дуги обеспечивается применением электронного реле времени.
к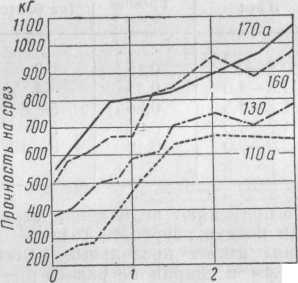 Г
Г
В00
1,6мм
0У9мм 0,7мм
1,2мм
600
1
100
Зсек
Время
0,6 OJ 1,0 1,2 1,Ь MM Длина дуги
Фиг. 90. Зависимость прочности точки на
срез от длины дуги при разных толщинах
материала [9].
). Зависимость прочности точки на срез от времени горения дуги [9].
Фиг.
17. Режимы аргоно-дуговой точечной сварки малоуглеродистых и нержавеющих сталей
(без подкладки)
Толщина |
Сварочный |
Время горе- |
Полный цикл |
Диаметр |
Минимальное разрушающее |
свариваемого |
ток в а |
ния дуги |
сварки |
ядра |
усилие среза |
материала в лип |
|
в сек. |
в сек. |
в мм |
в кГ |
|
Малоуглеродистая ст |
ал ь |
|
||
0,5+0,5 |
50—70 |
0,5—1 |
2—3 |
3—4 |
120 |
0,5+1 |
70—90 |
1—2 |
3-4 |
4-5 |
150 |
1+1 |
90-130 |
1—2,5 |
4—5 |
5—7 |
250 |
1 + 1,2 |
90—130 |
1,2—2,6 |
4-5 |
6-8 |
300 |
1,5+1,5 |
90—110 |
4—7 |
С—9 |
7—9 |
500 |
1,5+2 |
90—110 |
6—16 |
8-20 |
7—10 |
600 |
|
Нержавеющая стал! |
|
|
||
0,4+0,4 |
50—90 |
0,2-0,3 |
2 |
3—3,5 |
150 |
0,8+0,8 |
70—120 |
0,8—1,8 |
3 |
4—5 |
250 |
0,8+1 |
80—130 |
1,2—2,5 |
4 |
5-6 |
400 |
0,8+1,2 |
90—140 |
1,3—2,6 |
5 |
5—7 |
400 |
1+1 |
Я0—140 |
1,3—2,6 |
5 |
^ 7 |
400 |
1 + 1,5 |
90—140 |
2,5-4 |
С-7 |
6,5-7,5 |
500 |
1,5+1,5 |
90—140 |
3—6 |
8—10 |
7—8 |
700 |
1,5+2 |
90—130 |
4—7 |
9—11 |
8—9,5 |
800 |
1,5+2,5 |
00—130 |
6-12 |
10-15 |
8—10 |
900 |
2+2,5 |
100—130 |
8—16 |
12—24 |
9—12 |
1200 |
Для получения точек без подрезов, трещин и пор необходимо обеспечить за медленную кристаллизацию сварочной ванны. Это достигается двумя путями: повторным кратковременным возбуждением дуги [8] и планпым уменьшением сварочного тока [9].
В качестве электродов применяются торированные вольфрамовые прутки, заточенные на конце под углом 40—60°. Оптимальной защитной средой, обеспе чивающей стабильное возбуждение дуги при хорошей проплавляющей способ ности, является смесь 40% Аг + 60% Не.
Ориентировочные режимы сварки для некоторых сочетаний свариваемых материалов приведены в табл. 17.
Сварка плавящимся электродом
При дуговой сварке плавящимся электродом в среде защитных газон образуется за счет проплавления основного металла и расплавления электрод ной проволоки. Размеры и форма шва зависят при этом не только от МОЩНОСТИ дуги, но также и от процесса плавления проволоки, от переноса металла черев дуговой промежуток и от взаимодействия газового потока и частиц метал И пересекающих дуговой промежуток, с ванной расплавленного металла
Поток газов, паров и капель металла в столбе дуги оказывает давление и I поверхность сварочной ванны, в результате чего столб дуги погружается I 01 новной металл, увеличивая глубину проплавления.
Поток газов и металла, направляемый от электрода в сторону сварочной ванны, создается благодаря сжимающему действию ЭЛектрОмагииТНЫ* Ш I
Аксиальная сила F воздействия дугового потока на сварочную ванну пропорциональна квадрату тока,
F
Аксиальная сила зависит от услоЛЬй сварки (табл. 18).
IS. Зависимость коэффициента К от условий сварки в среде аргона
Электрон |
Полярность |
К в Г1а |
Источник |
|
Материал |
Диаметр в мм |
|||
Вольфрам |
2—5 |
Прямая |
2,3 • 10"5 |
1111 |
Сталь |
1,6 |
3,7 • 10~~5 |
||
2,0 |
3,1 • 10~5 |
|||
1,6 2,0 3,0 4,0 5,0 |
Обратная |
3,8 • 10~5 3,6 • 10~5 |
||
3,3 • 10~5 2,8 • 10~5 1,8 • 10~5 |
||||