

ferma / Трущенко Е.А / ДиПЛоМ / трубы / Маг.трубопр / РД 153-006!!! / T17-01
.docОперационная технологическая карта cборки и сварки кольцевых стыков с различной нормативной толщиной стенки, выполняемых электродами с основным видом покрытия (соединение «корпус задвижки + переходное кольцо») |
|||||||||||||||||||
ОБЪЕКТ СРОИТЕЛЬСТВА |
ТИП ТРУБОПРОВОДА |
ДИАМЕТР |
КИЛОМЕТРАЖ |
СТЫКУЕМЫЕ ЭЛЕМЕНТЫ |
ШИФР КАРТЫ |
||||||||||||||
|
Магистральный нефтепровод |
1020 мм |
|
Корпус задвижки + переходное кольцо |
ТН-СРД-17-01 |
||||||||||||||
|
Сварочные материалы |
|
Предварительный подогрев |
||||||||||||||||
Стыкуемый элемент |
Номер ТУ, ГОСТа |
Диа- метр, мм |
Толщина стенки, мм |
Класс и марка трубной стали |
Эквивалент углерода, % |
Электроды типа Э50А по ГОСТ 9467-75 (Е7016 по AWS А5.1) диам. 3,0 / 3,2 мм (корневой слой шва) диам. 3,0 / 3,2 /4,0 мм (подварочный слой)
Электроды типа Э50А по ГОСТ 9467-75 (Е7016 по AWS А5.1) диам. 3,0 /3,2 мм / 4,0 мм (заполняющие и облицовочный слои)
|
предварительный подогрев до 100+30 0С при любой температуре окружающего воздуха
|
||||||||||||
Корпус задвижки |
|
1020 |
40,0 |
К42 Ст. 20Л |
0,40 |
||||||||||||||
Переходное кольцо |
|
1020 |
12,0 |
К52 |
0,43 |
||||||||||||||
Режимы сварки |
Дополнительные требования и рекомендации |
||||||||||||||||||
Сварочные слои
|
Марка электрода
|
Диа-метр, мм |
Поляр- ность |
Сварочный ток, А
|
11. При проведении газопламенного нагрева следует использовать защитные экраны и/или термостойкие пояса. 12. Конкретные марки аттестованных в установленном порядке сварочных электродов следует выбирать в соответствии с Инструкцией по технологии сварки при строительстве и капитальном ремонте магистральных нефтепроводов. Электроды перед использованием должны быть прокалены при температуре 300 - 350 0С в течение 1 часа.
|
||||||||||||||
Корневой |
|
3,0/3,2 |
прямая/ обратная |
80-120 |
|||||||||||||||
Подварочный |
|
3,0/3,2
4,0 |
обратная |
90-120
130-160 |
|||||||||||||||
Заполняющие* |
|
3,0/3,2
4,0 |
обратная |
90-120
140-170 |
|||||||||||||||
Облицовочный |
|
3,0/3,2 |
обратная |
90 -120 |
|||||||||||||||
* - для сварки последнего заполняющего и облицовочного слоев рекомендуется применять электроды диам. 3,2 мм, остальных слоев – диам. 4,0 мм
|
|||||||||||||||||||
ПЕРЕЧЕНЬ И ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ |
|||||||||||||||||||
№ п/п |
Операция |
Содержание операций |
Оборудование и инструмент |
||||||||||||||||
1. |
Очистка |
|
Скребок, щетка
|
||||||||||||||||
2.
|
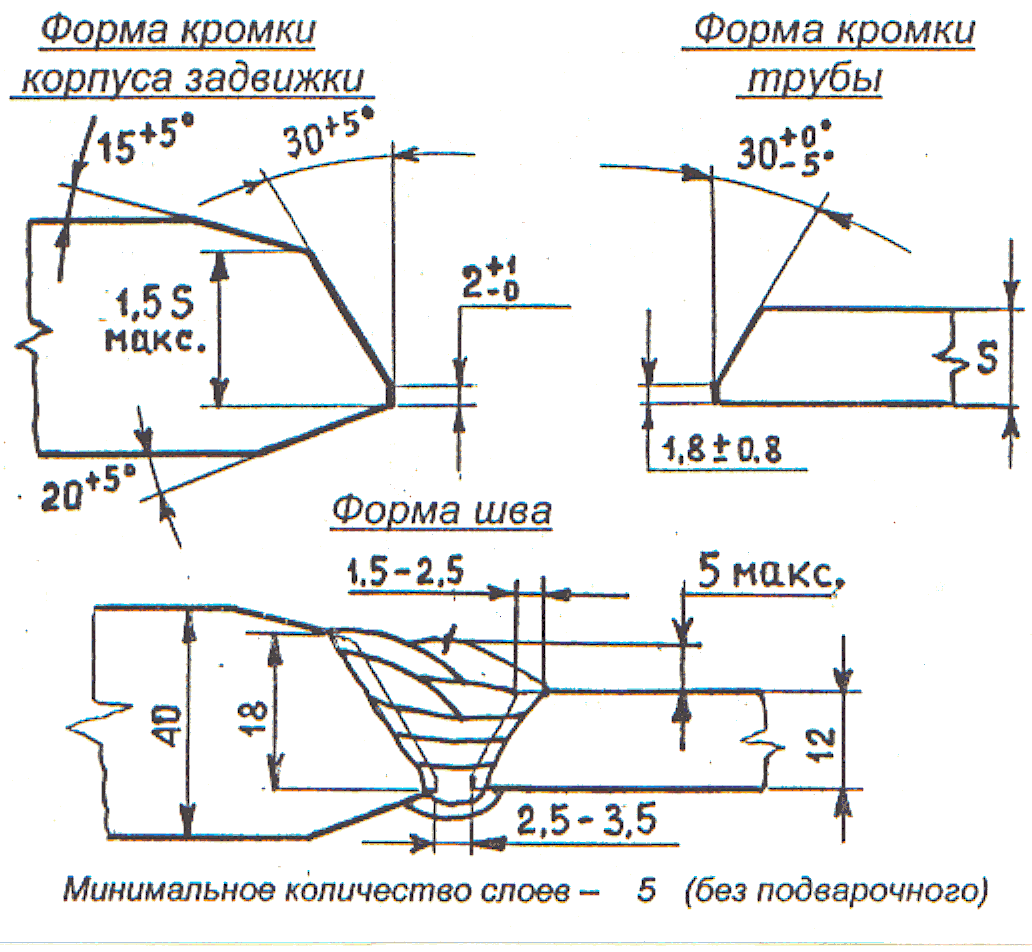
Подготовка кромок |
|
Ультразвуковой толщиномер шаблон сварщика УШС-3, линейка, штангенциркуль, шлифмашинка, сварочный источник, газовая горелка, контактный термометр , термокарандаш |
||||||||||||||||
3. |
Сборка стыка |
|
Центратор внутренний, Наружный центратор с монтажными приспособлениями шаблон сварщика УШС-3, линейка |
||||||||||||||||
4. |
Подогрев стыка |
|
Кольцевой подогреватель, контактный термометр ТК-3, термокарандаш |
||||||||||||||||
5. |
Сварка стыка |
и усиление 1…3 мм;
|
Сварочный источник, шлифмашинка, контактный термометр ТК-3, термокарандаш, шаблон сварщика УШС-3, металлическая щетка, молоток, зубило, напильник |
||||||||||||||||
Не оговоренные в данной технологической карте операции должны выполняться в соответствии со СНиП III-42-80, Инструкцией по технологии сварки при строительстве и капитальном ремонте магистральных нефтепроводов и ВСН 012-88 |
|||||||||||||||||||
Карта разработана: ___________________ /______________________________/ - ____________________________ Дата: «_____» ______________200___ г. ПОДПИСЬ Ф. И. О ДОЛЖНОСТЬ |
|||||||||||||||||||
 Характеристика
труб
Характеристика
труб