

ferma / Трущенко Е.А / ДиПЛоМ / трубы / Маг.трубопр / РД 153-006!!! / T10-02V
.docОперационная технологическая карта сборки и полуавтоматической сварки стыков захлестов (вварка «катушки» при наличии двух защемленных плетей) |
|||||||||||||||||||||||
ОБЪЕКТ СТРОИТЕЛЬСТВА |
ТИП ТРУБОПРОВОДА |
ДИАМЕТР |
КИЛОМЕТРАЖ |
СТЫКУЕМЫЕ ЭЛЕМЕНТЫ |
ШИФР КАРТЫ |
||||||||||||||||||
|
Магистральный нефтепровод |
1020 мм |
|
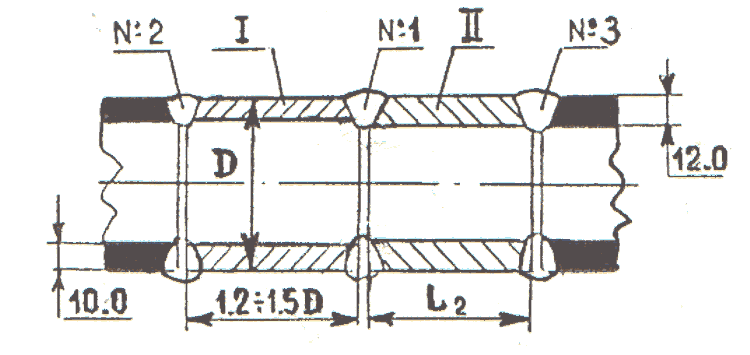
Подготовка кромок и форма швов
Схема выполнения соединений
|
ТН - СП – 10 – 02В |
||||||||||||||||||
Характеристика труб |
Процессы сварки |
Сварочные материалы |
Предварительный подогрев |
||||||||||||||||||||
Соединя-емая деталь |
Номер ТУ |
Диа- метр, мм |
Толщина стенки, мм |
Класс проч- ности |
Эквива- лент углерода, % |
1. Полуавтоматическая сварка проволокой сплошного сечения в среде защитных газов методом STT (корневой слой шва) 2. Полуавтоматическая сварка самозащитной порошковой проволокой (заполняющие, корректирующий и облицовочный слои шва) |
Проволока сплошного сечения марки Л-56 (L-56) диам. 1,14 мм (тип ЕR70S-6 по AWS А5.18) (корневой слой шва) Защитный газ – 100% СО2 (корневой слой шва) Самозащитная порошковая проволока Иннершилд НР-207 (NR-207) диам. 1,7 мм (тип Е71Т8-К6 по AWS А5.29) (заполняющие и облицовочный слои шва)
|
Для труб с толщиной стенок 10...12 мм подогрев не требуется;
При наличии на кромках труб следов влаги или наледи требуется просушка стыков путем нагрева до температуры 20...50 оС |
|||||||||||||||
линейного участка
|
|
1020 |
10,0 |
К52 |
0,42 0,46 |
||||||||||||||||||
Труба плети
|
|
12,0 |
К52 |
||||||||||||||||||||
«Катушка» |
|
12,0 |
К52 |
||||||||||||||||||||
Режимы сварки
|
Дополнительные требования и рекомендации |
||||||||||||||||||||||
Наименование параметра
|
Сварочные слои
|
4. Межслойная температура должна составлять не менее +50 оС и не более +250 0 5. При сварке порошковой проволокой следует строго соблюдать соотношение между скоростью подачи проволоки и напряжением 6. Порошковая проволока NR-207 (при отсутствии прямого попадания влаги) не требует прокалки перед использованием 7. При проведении сварочных работ следует применять меры по защите заводской изоляции труб. При проведении газопламенного нагрева следует использовать защитные экраны и/или термостойкие пояса.
12. Сварку корневого слоя шва методом STT следует выполнять в инвентарном укрытии (палатке), обеспечивающем надежную защиту зоны сварки от ветра. При отсутствии атмосферных осадков сварку заполняющих и облицовочного слоев шва порошковой проволокой допускается производить без инвентарных укрытий.
. |
|||||||||||||||||||||
Корневой |
Заполня-ющие |
Корректи- рующий |
Облицо- вочный |
||||||||||||||||||||
Марка проволоки |
L-56 |
NR-207 |
NR-207 |
NR-207 |
|||||||||||||||||||
Диаметр, мм |
1,14 |
1,7 |
1,7 |
1,7
|
|||||||||||||||||||
Род тока, полярность |
Постоянный; обратная |
Постоянный; прямая |
Постоянный; прямая |
Постоянный; прямая |
|||||||||||||||||||
Пиковый ток, А |
380 - 430 |
|
|
|
|||||||||||||||||||
Базовый ток, А А |
35-55 |
|
|
|
|||||||||||||||||||
Скорость подачи проволоки*, дюйм/мин |
90-170 |
100 |
110 |
80 |
90 |
80 |
90 |
||||||||||||||||
Напряжение**, на дуге, В |
|
18,5- 19,5 |
19,5- 20,5 |
17,0- 17,5 |
17,5- 18,5 |
17,0- 17,5 |
17,5- 18,5 |
||||||||||||||||
Расход газа, л/мин |
10-16 |
|
|
|
|||||||||||||||||||
* - при выполнении корневого слоя шва методом STT в положении 0...1 час сварка осуществляется с поперечными колебаниями при скорости подачи 90...120 дюйм/мин, в положении 1...6 час без поперечных колебаний при скорости подачи проволоки 150...170 дюйм./мин.
|
|||||||||||||||||||||||
ПЕРЕЧЕНЬ И ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ |
|||||||||||||||||||||||
№ п/п |
Операция |
Содержание операций |
Оборудование и инструмент |
||||||||||||||||||||
1. |
Подготовка захлеста |
|
Трубоукладчик, измери- тельный инструмент |
||||||||||||||||||||
2.
|
Подготовка и очистка труб, замер диаметров |
|
Скребок, щетка, рулетка |
||||||||||||||||||||
3. |
Подготовка катушки I |
|
Машина безогневой механизированной резки, Наружный центратор, сварочный пост для полуавтоматической сварки методом STT: источник Invertec STT-II, механизм подачи LN-27, горелка Magnum 200; шаблон сварщика, линей-ка, шлифмашинка, газовая горелка, термокарандаш |
||||||||||||||||||||
4. |
Подготовка катушки II |
|
Наружный центратор, Сварочный пост для полуавтоматической сварки методом STT; шаблон сварщика УШС, линейка, шлифмашинка, газовая горелка, термокарандаш |
||||||||||||||||||||
5. |
Сборка, подогрев и сварка стыка №1 |
|
Сварочный пост для полуавтоматической сварки методом STT, сварочный пост для сварки порошковой проволокой: источник DC-400, механизм подачи LN-23P, горелка K345; наружный центратор, шлиф машинка, газовая горелка, контактный термометр, шаблон сварщика линейка |
||||||||||||||||||||
6. |
Сборка, прихватка и сварка стыков №2 и №3
|
|
Наружные центраторы, Сварочный пост для полуавтоматической сварки методом STT, сварочный пост для сварки порошковой проволокой, газовая горелка, контактный термометр, термокарандаш, рулетка, шлифмашинка, шаблон сварщика УШС-3 молоток, зубило, напильник |
||||||||||||||||||||
Не оговоренные в данной технологической карте операции должны выполняться в соответствии со СНиП III-42-80, Инструкцией по технологии сварки при строительстве и капитальном ремонте магистральных нефтепроводов и ВСН 012-88 |
|||||||||||||||||||||||
Карта разработана: ________________ /__________________________/ - ____________________________ Дата: «_____» ______________200___ г. ПОДПИСЬ Ф. И. О ДОЛЖНОСТЬ
|
|||||||||||||||||||||||

 Труба
Труба