

ferma / Трущенко Е.А / ДиПЛоМ / трубы / Маг.трубопр / РД 153-006!!! / T01-02
.docОперационная технологическая карта сборки и сварки неповоротных стыков труб, выполняемых электродами с основным видом покрытия |
||||||||||||||||||
ОБЪЕКТ СТРОИТЕЛЬСТВА |
ТИП ТРУБОПРОВОДА |
ДИАМЕТР |
КИЛОМЕТРАЖ |
СТЫКУЕМЫЕ ЭЛЕМЕНТЫ |
ШИФР КАРТЫ |
|||||||||||||
|
Магистральный нефтепровод |
1020 мм |
|
труба + труба |
ТН - СРД – 01 - 02 |
|||||||||||||
|
Сварочные материалы |
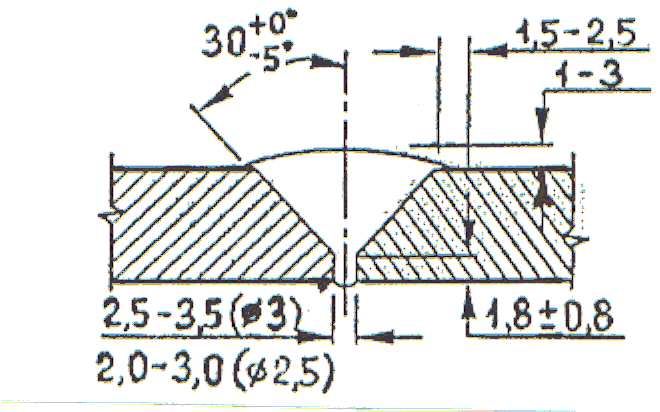
Форма разделки кромок* и сварного шва
Количество слоев (без подварочного слоя) N=3 для толщин стенок 10...11,8 мм N=4 для толщин стенок 12...15,3 мм N=5 для толщин стенок 15,7...18,7 мм N=6 для толщин стенок 19...20 мм
*- трубы с толщиной стенки более 16 мм имеют двухскосую разделку кромок с углами 35-5 град. и 16-5 град. и притуплением 1,8 0,8 мм
|
Предварительный подогрев |
|||||||||||||||
Номер ТУ, ГОСТа, марка стали |
Диа- метр, мм |
Толщина стенки, мм |
Класс прочности |
Норматив- ный предел прочности, МПа |
Эквива-лент углерода, % |
Электроды типа Э50А по ГОСТ 9467-75 (Е7016 по AWS А5.1) диам. 2,5 / 3,0 / 3,2 мм (корневой слой шва) диам. 3,0 / 3,2 /4,0 мм (подварочный слой)
Электроды типа Э60 по ГОСТ 9467-75 (Е8018 по AWS А5.5) диам. 3,0 /3,2 мм / 4,0 мм (заполняющие и облицовочный слои)
|
|
|||||||||||
|
1020 |
10,0...20,0 |
К55 |
540 |
0,42 0,46
|
|||||||||||||
|
К56 |
550 |
||||||||||||||||
|
К60 |
590 |
||||||||||||||||
Режимы сварки
|
Дополнительные требования и рекомендации |
|||||||||||||||||
Сварочные слои
|
Марка электрода
|
Диа-метр, мм |
Поляр- ность |
Сварочный ток, А
|
10. Конкретные марки аттестованных в установленном порядке сварочных электродов следует выбирать в соответствии с Инструкцией по технологии сварки при строительстве и капитальном ремонте магистральных нефтепроводов. Электроды перед использованием должны быть прокалены при температуре 300 - 350 0С в течение 1 часа. |
|||||||||||||
Корневой |
|
2,5*
3,0/3,2 |
Прямая / обратная |
70 – 90
80 - 120 |
||||||||||||||
Подварочный |
|
3,0/3,2
4,0 |
обратная |
90 - 120
130 - 150 |
||||||||||||||
Заполняющие |
|
3,0/3,2
4,0 |
обратная |
90 - 130
140 - 170 |
||||||||||||||
Облицовочный** |
|
3,0/3,2
4,0 |
обратная |
90 - 120
135 -160 |
||||||||||||||
* - электроды диам. 2,5 мм рекомендуется использовать для сварки корневого слоя шва стыков труб с толщиной стенки 12 мм. ** - облицовочный слой шва стыков труб с толщиной стенки 10,0...11,8 мм выполняется электродами диам. 3,0 / 3,2 мм; с толщинами стенок 12,0 ... 20,0 мм -электродами диам. 4,0 или 3,0 / 3,2 мм. |
||||||||||||||||||
ПЕРЕЧЕНЬ И ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ |
||||||||||||||||||
№ п/п |
Операция |
Содержание операций |
Оборудование и инструмент |
|||||||||||||||
1. |
Очистка труб |
|
Скребок, щетка |
|||||||||||||||
2.
|
Подготовка кромок |
|
Ультразвуковой толщиномер (типа УТ-93П), шаблон сварщика УШС-3, линейка, штангенциркуль, шлифмашинка, сварочный источник, станок типа СПК, разжимное приспособление; газовая горелка, контактный термометр , термокарандаш |
|||||||||||||||
3. |
Сборка труб |
|
Внутренний центратор, шаблон сварщика УШС-3, линейка |
|||||||||||||||
4. |
Подогрев стыка |
|
Кольцевой подогреватель, контактный термометр, термокарандаш |
|||||||||||||||
5. |
Сварка стыка |
|
Сварочный источник, шлифмашинка, металлическая щетка, контактный термометр, термокарандаш, шаблон сварщика УШС-3, напильник, молоток, зубило |
|||||||||||||||
Не оговоренные в данной технологической карте операции должны выполняться в соответствии со СНиП III-42-80, Инструкцией по технологии сварки при строительстве и капитальном ремонте магистральных нефтепроводов и ВСН 012-88 |
||||||||||||||||||
Карта разработана: ________________ /__________________________/ - ____________________________ Дата: «_____» ______________200___ г. ПОДПИСЬ Ф. И. О ДОЛЖНОСТЬ
|
||||||||||||||||||
 Характеристика
труб
Характеристика
труб