

4.2 Расчет режима автоматической сварки под флюсом гост 8713-79.
Таблица 7 Размеры, мм
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s=s1 |
h ±1 |
f ±2 |
е, не более |
|
подготовленных кромок свариваемых деталей |
сварного шва |
||||||
С30 |
|
|
АФф |
От 16 до 22 |
8 |
9 |
18 |
Св. 22 до 26 |
13 |
14 |
24 |
||||
Св. 26 до 32 |
18 |
18 |
28 |
||||
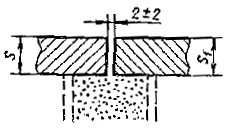
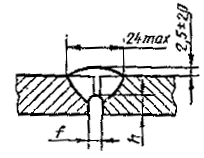
АФф - автоматическая на флюсовой подушке;
Влияние параметров режимов сварки на форму и размеры шва зависят от многих параметров сварки: величины сварочного тока, напряжение дуги, диаметр электродной проволоки, скорости сварки и др.
Необходимое условие сварки – поддержание дуги. Для этого скорость подачи электрода должна соответствовать скорости его плавления теплотой дуги.
Сварку осуществляем в два прохода, по проходу с каждой стороны.
Определим площадь наплавленного металла по формуле:
![]() ,
(20)
,
(20)
где S – толщина детали;
b – зазор между деталями;
g – высота валика шва;
е – ширина валика шва.
![]() .
.
Определим силу сварочного тока по формуле:
![]() (21)
(21)
где
![]() -
диаметр электродной проволоки;
-
диаметр электродной проволоки;
![]() -
допускаемая плотность тока;
-
допускаемая плотность тока;
Согласно
[1,C.196],
для диаметра проволоки равного
![]() ,
допускаемая плотность тока равна
,
допускаемая плотность тока равна
![]()
Принимаем
![]()
Ориентировочно диаметр электродной проволоки можно определить по формуле, [4, С.12]:
![]() (22)
(22)
Следовательно, диаметр электродной проволоки будет равным:
Определим скорость сварки по формуле (12):
![]()
где γ – плотность наплавляемого металла. Согласно [1, С.36]:
γ = 7,8 г/см3;
Fн – площадь наплавленного металла; Fн = 0,63 см2 .
αн – коэффициент наплавки.
Ввиду незначительных
потерь электродного металла при сварке,
под слоем флюса с достаточной для
практических расчетов точностью, можно
принять, что коэффициент наплавки
![]() равен коэффициенту
расплавления
равен коэффициенту
расплавления
![]() .
.
Рассчитаем коэффициент расплавления по формуле:
αр=
![]() ,
(23)
,
(23)
где
![]() -
составляющая коэффициента расплавления,
обусловленная тепловложением сварочной
дуги;
-
составляющая коэффициента расплавления,
обусловленная тепловложением сварочной
дуги;
![]() -
составляющая коэффициента зависящая
расплавления, зависящая от тепловложения
вследствие предварительного нагрева
вылета электрода протекающим током,
г/Ач.
-
составляющая коэффициента зависящая
расплавления, зависящая от тепловложения
вследствие предварительного нагрева
вылета электрода протекающим током,
г/Ач.
= 11,6±0,4; (24)
Принимаем = 12 г/А·ч.
Составляющую, зависящую от тепловложения вследствие предварительного нагрева вылета электрода протекающим током, определим по формуле:
![]() ,
(25)
,
(25)
где L - вылет электродной проволоки, определяемый по формуле:
L= (8….12)dэ; (27)
L= 8·4. ..12·4 = 32±48мм.
Принимаем L= 40мм.
Тогда,
![]()
![]()
Принимаем коэффициент наплавки αн= 14,03г/А·ч.
Следовательно, скорость сварки равна:

Для принятого диаметра электрода и силы сварочного тока определим оптимальное напряжение дуги [4, С.13]:
 (28)
(28)

Определим скорость подачи электродной проволоки по формуле:
![]() (29)
(29)
где αр - коэффициент расплавления проволоки; αр = 14,03 г / А·ч;
Fэл- площадь поперечного сечения электродной проволоки [4, С.18]:
![]()
γ – плотность наплавляемого металла; γ =7,8 г/см3.
Таким образом,

Определим коэффициент формы провара по формуле [4, С.13]:
 (30)
(30)
где
![]() -
коэффициент, величина которого зависит
от рода тока и полярности.
-
коэффициент, величина которого зависит
от рода тока и полярности.
Согласно [4,С.13], для постоянного тока обратной полярности и плотности тока: j < 120 А / мм2, он равен:
![]() (31)
(31)
![]()
Таким образом,

Определим погонную энергию. Согласно формуле (13) она равна:
 .
.
Определим глубину провара:
![]() (32)
(32)
Зная глубину провара и коэффициент формы провара, определим ширину шва:
![]() (33)
(33)
![]()
Задавшись оптимальным
значением формы выпуклости, т.е.
коэффициентом формы усиления
![]() ,
находим высоту валика:
,
находим высоту валика:
![]() =8
=8
![]() (34)
(34)
![]()
Определим площадь сечения наплавленного металла:
![]() (35)
(35)
![]()
Находим высоту шва:
![]() (36)
(36)
![]()
Определим высоту усиления:
 (37)
(37)
Таким образом, глубина проплавления равна:
![]() (38)
(38)
![]()
Провара представляет собой полуэллипс .

Площадь полуэллипса определим по формуле (39):
![]() =
=
=
![]()
Найдем площадь усиления шва:
![]() (39)
(39)
![]() .
.
Тогда площадь шва равна по формуле:
![]()
![]()
Площадь наплавки равна 44мм2;
Тогда площадь проплавления определим по формуле (15):
![]() =
=
![]() -
-
![]() ,
,
= 300,7 – 44=256,7 мм2=2,56см2 .
Рассчитаем долю участия основного металла в металле шва по формуле (16):
![]()
где - площадь проплавления;
- площадь наплавки.
![]()