

Федеральное агентство по образованию
Государственное образовательное учреждение высшего профессионального образования
Томский Политехнический Университет
Кафедра АРМ
Практическая работа
Составление маршрута технологического процесса обработки: детали типа шайба, детали типа пружинная шайба.
Выполнил: студент гр. 4А34
Межаков А.Н.
Проверил: доцент
Должиков В.П.
Томсk 2007
Задание:
написать маршрут технологического процесса изготовления детали:
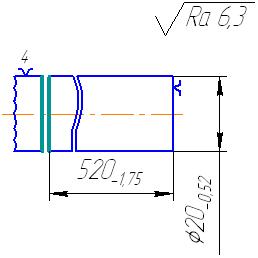
1. деталь типа шайба (материал - Сталь 45), количеством 100 штук (Рис. 1);


Рис. 1 Рис. 2
2. деталь типа пружинная шайба (материал - 65Г, HRC 48…52), количеством 100 штук (Рис. 2);
3. деталь типа шайба (материал – пористая бронза), количеством 100 штук (Рис. 1);
1. Маршрут технологического процесса изготовления детали типа пружинная шайба (материал - Сталь 45):
Неуказанные предельные отклонения размеров: валов h14, отверстий H14, остальных ±IT14/2. |
|
|
О05 Заготовительная операция:
А. Установить заготовку в призмы. База: Наружный диаметр и торец.
|
|
О10 Токарная операция:
А. Установить заготовку в трехкулачковый патрон. База: Наружный диаметр и торец.
размером
|
|
О15 Токарная операция:
А. Установить заготовку в трёхкулачковый патрон. База: наружный диаметр и торец. 1.
Подрезать торец выдерживая размер
|
|
О20 Фрезерная операция:
А. Фрезеровать паз согласно чертежу, выдерживая размер 1.4. |
|
О25 Слесарная:
1. Зачистить заусенцы, притупить острые кромки. 2. Гнуть заготовку согласно чертежу. |
О30 Термическая операция: Закалить заготовку до твердости HRC 48…52. |
|
О35 Консервация: Консервировать согласно типовому техпроцессу. |
|






2. Маршрут технологического процесса изготовления детали типа шайба (материал - 65Г):
Неуказанные предельные отклонения размеров: валов h14, отверстий H14, остальных ±IT14/2. |
|
|
О05 Заготовительная операция:
А. Установить заготовку в призмы. База: Наружный диаметр и торец.
|
|
О10 Токарная операция:
А. Установить заготовку в трехкулачковый патрон. База: Наружный диаметр и торец.
|
|
О15 Токарная операция:
А. Установить заготовку в трёхкулачковый патрон. База: наружный диаметр и торец.
|
О20 Промывочная: Промыть согласно типовому техпроцессу. |
|
О25 Консервация: Консервировать согласно типовому техпроцессу. |
|

3. Маршрут технологического процесса изготовления детали типа пружинная шайба (материал – пористая бронза):
Неуказанные предельные отклонения размеров: валов h14, отверстий H14, остальных ±IT14/2. |
|
О05 Заготовительная операция:
|
|
О10 Прессование: 1. Выдавить через пресс-форму с рассекателем Ø12.5. |
|
О15 Термическая операция: 1. Спекать заготовку при температуре 655…840ºС. |
|
|
О20 Токарная операция:
А. Установить заготовку в трехкулачковый патрон. База: Наружный диаметр и торец.
|
|
О25 Токарная операция:
А. Установить заготовку в трёхкулачковый патрон. База: наружный диаметр и торец.
|
О30 Промывочная операция: 1. Обдуть делать струей сжатого воздуха до полного избавления от стружки и пыли. |
|
О30 Консервация: Консервировать деталь по типовому техпроцессу. |
|

