

6.5 Электробезопасность
На предприятии используется сварочное оборудование с величиной номинального сварочного тока до 1000 А и напряжением питающей сети до 380 В.
Основные причины несчастных случаев от воздействия электрического тока следующие:
- случайное прикосновение или приближение на опасное расстояние к токоведущим частям, находящимся под напряжением;
Основными мерами защиты от поражения электрическим током являются:
- обеспечение недоступности токоведущих частей, находящихся под напряжением, для случайного прикосновения, что достигается изоляцией токоведущих частей;
- устранение опасности поражения при появлении напряжения на корпусе, кожухе и других частях машины для сварки, что достигается использованием двойной изоляции, а также применением защитного заземления.
Выполнение сварочных работ без заземления корпусов сварочного оборудования категорически запрещается. Во время работы необходимо систематически проверять надежность заземления. Для быстрого отключения электрического тока необходимо обеспечить легкий доступ к рубильникам, кнопкам и другим отключающим устройствам.
Все оборудование сварочных цехов и участков должно соответствовать Правилам устройства электроустановок (ПУЭ) и действующим ГОСТ 12.1.007.0 - 75 Система стандартов безопасности труда. Оборудование электротехническое. Общие требования безопасности. и ГОСТ 12.2.007.8 - 75 Система стандартов безопасности труда. Оборудование электросварочное и для плазменной обработки. Требования безопасности,, а его эксплуатация - Правилами технической эксплуатации электроустановок потребителей и правилами техники безопасности при эксплуатации электроустановок потребителей. Кроме того, следует выполнять указания по эксплуатации и безопасному обслуживанию электросварочных установок, имеющихся в инструкциях заводов изготовителей.
Производственное помещение, в котором размещается сварочное оборудование, из-за наличия токопроводящего железобетонного пола и металлической пыли, образующейся в результате сварки, относится к особо опасным.
Обслуживание электроустановок поручается лицам, прошедшим медицинский осмотр и специальное обучение. Каждый работник обязан знать, как оказать первую помощь пострадавшему от действия электрического тока.
6.6 Охрана труда
Трудовое законодательство допускает к сварочным работам лиц не моложе 18 лет и предусматривает льготы для рабочих, занятых сваркой и резкой металлов.
Длительность рабочего дня сварщика при работе в особовредных условиях ограничена шестью часами.
Сварщикам предоставляется дополнительный отпуск.
Ответственность за охрану труда, общее состояние техники безопасности и производственной санитарии возлагается на руководителей предприятия, а также цехов и отделов (главных инженеров, главных механиков и инженеров по технике безопасности).
Виды и причины промышленного травматизма.
Виды и причины промышленного травматизма в сварочном производстве следующие:
— ожоги (вследствие того, что в процессе сварки оголенные участки тела не были защищены от воздействия лучей сварочной дуги);
— слезотечение (вследствие того, что глаза во время сварки не были защищены очками от действия лучей сварочной дуги);
— отравление организма (причинами отравления являются: образующиеся при сварке пары окислов цинка, свинца, меди, марганца кремния, большая концентрация в воздухе углекислого газа, азота и плохая вентиляция);
— ушибы;
— падения и переломы (причины: 1) рабочий невнимательно осмотрелся вокруг и не принял необходимых мер предосторожности, например не проверил, как положены, подмости или как сделано ограждение и т.п.; 2), рабочий не привязался монтажным ремнем при работе на высоте; это может привести к падению с высоты);
— травматизм при взрывах получается вследствие нарушения правил ведения производства сварочных работ, как, например: сварка или резка близко от емкостей с взрывоопасными веществами без соответствующей их дегазации;
— поражение электрическим током (причина: не были соблюдены правила техники безопасности);
— облучение гамма- или рентгеновским излучением во время просвечивания сварных швов (в период просвечивания рабочий персонал не был удален из зоны просвечивания).
У сварщиков, работающих в холодное время года, при значительных физических нагрузках, в статически неподвижных позах, в неестественных, неудобных и напряженных положениях часто встречается радикулит. Сгибание спины под углом 60º приводит у взрослого человека к нагрузке на поясничный отдел позвоночника, равный приблизительно 250-280 кг, при подъеме тяжести 25-30 кг нагрузка возрастает еще на 100-150 кг, достигая 350-430 кг. Вследствие сопротивления связки, выпячивание диска идет чаще всего в заднебоковом направлении со сдавлением спинномозгового корешка. В большинстве случаев выпяченный диск травмирует не только корешок, но и другие близлежащие ткани, которые служат источником боли. Нередко непосредственными причинами развития болезни являются переохлаждение, подъем тяжестей, неловкое или резкое движение.
Профилактика радикулита включает в себя рациональное трудоустройство больных с частыми повторами болей и систематические профилактические процедуры в профильных санаторно-курортных учреждениях.
Межотраслевыми правилами по охране труда при электро- и газосварочных работах (ПОТ РМ 020-2001) для поддержания нормальной температуры в рабочей зоне в холодные и переходные периоды года предусмотрены системы отопления; обязательное соблюдение оптимальных параметров микроклимата на местах временного отдыха рабочих. Для обеспечения микроклиматических условий вблизи открытых проемов должны устанавливаться воздушные завесы.
На стационарных рабочих местах в положении "стоя" необходимо устанавливать специальные подставки (подвески), уменьшающие статическую нагрузку на руки сварщиков.
При сварке изделий постоянное рабочее место должно быть оборудовано рационально устроенным столом или приспособлением, служащим для удержания и перемещения обрабатываемого изделия. Эти приспособления должны обеспечивать удобное положение корпуса рабочего, а при ручной сварке или резке мелких деталей - возможность выполнять работы сидя. Однако в реальных условиях производства расположить зону сварки в оптимальном положении не всегда возможно из-за особенностей конструкции свариваемого узла и организации производства.
При работе в положении стоя статическая нагрузка ложится на спину и ноги. Напряженными остаются мышцы спины и плечевого пояса при сварке согнувшись, сидя на корточках или полусидя. Неудобная поза согнувшись может стать причиной остеохондроза. Переход из неудобной позы может спровоцировать защемление нервных окончаний и вызвать обострение радикулита. Поэтому сварщику, выбирая рабочую позу, необходимо знать её преимущества и недостатки.
При работе в неудобной позе сварщик должен чётко выполнять режим труда и отдыха. Работа в напряженном состоянии, в неестественной позе должна периодически прерываться временем отдыха, при котором происходит разгрузка и восстановление работоспособности. Особенно это важно при работе с клещами контактной сварки.
В холодное время года сварщики должны иметь утеплённую спецодежду, а для защиты от соприкосновения с влажной, холодной землёй и снегом, а также с холодным металлом при наружных работах должны обеспечиваться подстилками, наколенниками и подлокотниками из огнестойких материалов с эластичной прослойкой (п. 87. "Санитарные правила при сварке, наплавке и резке металлов"). Оптимальные позы сварщика показаны на рисунке 25.
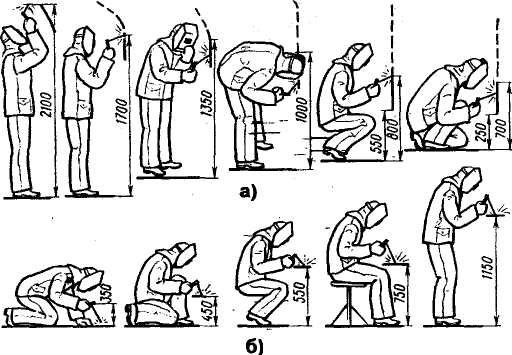
Рисунок 25 – Оптимальные позы сварщика при сварке швов в потолочном, вертикальном (а) и нижнем (б) положениях