

Заключение о годности резьбового соединения согласно условиям (6.5), (6.6) состоит в том, что болт является негодным (66,145 ≰ 66,003), а гайка удовлетворяет условиям годности.
7. Шлицевые соединения
7.1. Исходные данные и требования к решению задачи
Для шлицевого соединения с заданным числом зубьев n , внутренним диаметром d, внешним диаметром D и шириной зубьев b, работающего
при условиях, указанных в таблице 7.1., выбрать:
а) вид центрирования;
б) тип посадки и определить допуски и предельные размеры всех элементов соединения;
в) построить схемы расположения полей допусков;
г) дать сборочный чертеж шлицевого соединения.
Табл.7.1. Исходные данные
№ п/п |
Соединение |
Число зубьев, n |
Диаметры, мм |
Твердость втулки |
Условия движения |
|
d |
D |
|||||
15 |
Подвижное |
8 |
42 |
46 |
Высокая |
Нереверсивное |
7.2. Практическое решение задачи
Допуски и посадки шлицевых соединений с прямобочным профилем зубьев нормируют по ГОСТ 1139-80 в зависимости от назначения и принятой системы центрирования втулки относительно вала. Существуют три способа центрирования: по наружному диаметру D, по внутреннему диаметру d, по боковым сторонам зубьев b [2,с.334-336].
Для подвижного шлицевого соединения с номинальными размерами 84246 мм, работающего с повышенной точностью центрирования в нереверсивном режиме при относительно высокой твердости втулки, выполнить требования, указанные в разд. 7.1.
Центрирование по внутреннему диаметру d целесообразно выбирать, когда втулка имеет высокую твердость, как в данном случае, и ее нельзя обработать чистовой протяжкой. Способ обеспечивает точное центирование и применяется обычно для подвижных соединений.
При высоких требованиях к точности центрирования стремятся получить наименьшие зазоры по центрирующим диаметрам, что увеличивает долговечность изделия. Для нецентрирующих диаметров поля допусков создаются со значительными зазорами, обеспечивающими сопряжения только по посадочным поверхностям и облегчающие сборку шлицевых соединений. При центрировании по внутреннему диаметру поле допуска втулки, как правило, больше допуска вала на один квалитет.
По ГОСТ 139-80 находим размер b. При заданных условиях целесообразно выбрать центрирование по внутреннему диаметру d. В соответствии с рекомендациями и ГОСТ 139-80 выбираем посадки(табл. 11 [1]): для размера d-H7/f7, для размера b–F8/f7; для размера D-H12/a11. Обозначим выбранное шлицевое соединение
![]()
Допуски
и основные отклонения размеров d,
D,
b
шлицевого соединения назначают по ГОСТ
25346-82. По ГОСТ 25347-82 определяем предельные
отклонения: отверстие 42Н7(+0,021);
отверстие 46H12(+0,025);вал
42f7
(![]() );
вал 46all(
);
вал 46all(![]() );
ширина впадин отверстия 8F8(
);
ширина впадин отверстия 8F8(![]() );
ширина зубьев вала8f7(
);
ширина зубьев вала8f7(![]() ).
).
Рассчитаем предельные размеры всех элементов соединения и занесем в табл.7.2.:
Табл.7.2.Свободная таблица с результатами решения
Размер детали и поле допуска,мм
|
Предельные отклонения, мкм |
Допуск, мм |
Предельные размеры, мм |
||
Верхнее ES(es) |
Нижнее EI(ei) |
наибольший |
наименьший |
||
Шлицевая втулка |
|||||
D=46 H12 |
+25 |
0 |
0.025 |
46.025 |
46.000 |
d=42H7 |
+21 |
0 |
0.021 |
42.021 |
42.000 |
b=8F8 |
+35 |
+13 |
0.022 |
8.035 |
8.013 |
Шлицевой вал |
|||||
D=46 a11 |
-320 |
-480 |
0.160 |
46.320 |
45.520 |
d=42f7 |
-25 |
-50 |
0.025 |
42.025 |
41.050 |
b=8f7 |
-13 |
-28 |
0.015 |
8.013 |
7.972 |
По полученным данным строится схема расположения полей допусков, и они проставляются на сборочном чертеже (рис.7.1 и 7.2).
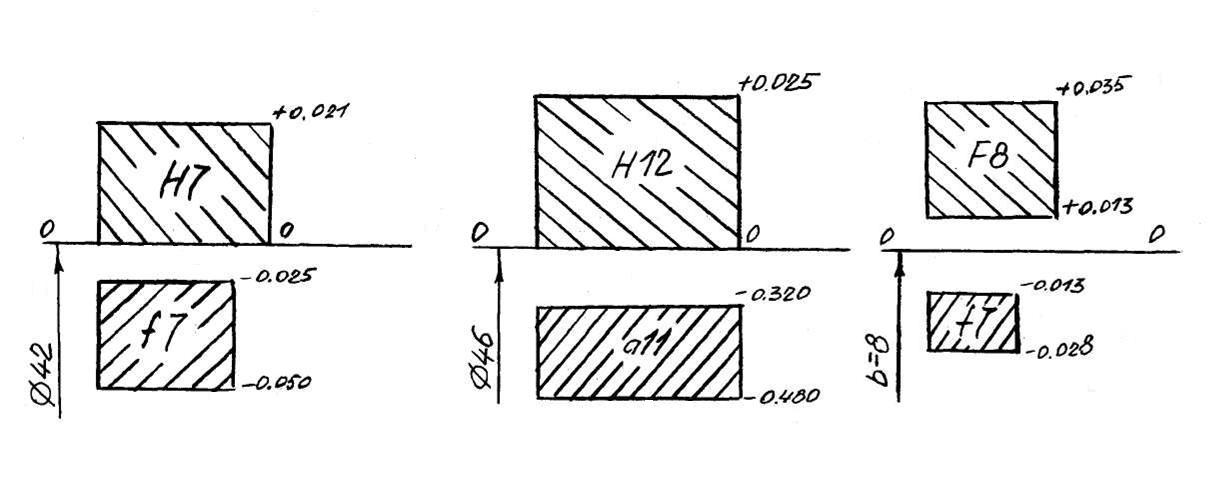
Рис. 7.1 Схема расположения полей допусков шлицевого соединения

Рис. 7.2. Сборочный чертеж шлицевого соединения