

3. Расчет исполнительных размеров калибров.
Исполнительными размерами калибра называют размеры калибра, по которым изготовляют новый калибр. Исполнительные размеры калибров определяют по формулам, приведенным в таблице 1 ГОСТ 24853-81.
Валы и отверстия с допусками точнее IT6 не рекомендуется контролировать калибрами, так как при этом вносится большая относительная погрешность измерения. Такие изделия проверяют универсальными средствами измерений.
При решении данной задачи приняты следующие обозначения: D, Dmin, Dmax, dmin, dmax –соответственно номинальный, наименьший и наибольший размеры изделий (отверстия и вала); IT - допуск изделия; Н и H1 - допуски на изготовление калибров для отверстия и вала; НP - допуск на изготовление контрольных калибров; z и z1 - отклонения середины поля допуска на изготовление проходного калибра для отверстия и вала относительно соответственно наименьшего и наибольшего предельных размеров изделия; Y и Y1 - допустимый выход размера изношенного проходного калибра для отверстия и вала за границу поля допуска изделия.
3.1. Исходные данные и требования к решению задачи
Для выбранной посадки Ø100H8/x8 построить схему расположения полей допусков калибров для контроля деталей сопряжения.
Определить предельные и исполнительные размеры рабочих и контрольных калибров.
Выполнить рабочие чертежи предельных калибров для контроля деталей принятого соединения.
3.2. Практическое решение задачи
Выбрано соединение 100H8/x8. По ГОСТ 25347-82 находим предельные отклонения и устанавливаем предельные размеры контролируемых изделий: Dmax=100,054 мм; Dmin=100 мм; dmax=100,232; dmin=100,178. По табл. 2 ГОСТ 24853-81 устанавливаем допуски и предельные отклонения калибров и контркалибров и заносим в табл.3.1.:
Табл.3.1.Значения геометрических параметров калибров
Деталь |
Калибры-пробки |
Калибры-скобы |
Контрольные калибры |
||||
Параметры, мкм |
|||||||
Z |
Y |
Н |
Z1 |
Y1 |
H1 |
НР |
|
Отверстие 100Н8 |
8 |
6 |
6 |
- |
- |
- |
- |
Вал 100x8 |
- |
- |
- |
8 |
6 |
10 |
4 |
Допуск на форму калибра, мкм |
IТ2=3 |
IT2=3 |
IT1=2 |
||||
Рассмотрим расчеты данных размеров рабочего калибра-пробки для контроля отверстия 100Н8. Наибольший размер проходного нового калибра-пробки:
ПРmax = Dmin + Z + H/2 = 100,000 + 0,008 + 0,006/2 = 100,011 мм.
Строим схему расположения полей допусков для калибров пробок и скоб (рис. 3.1).
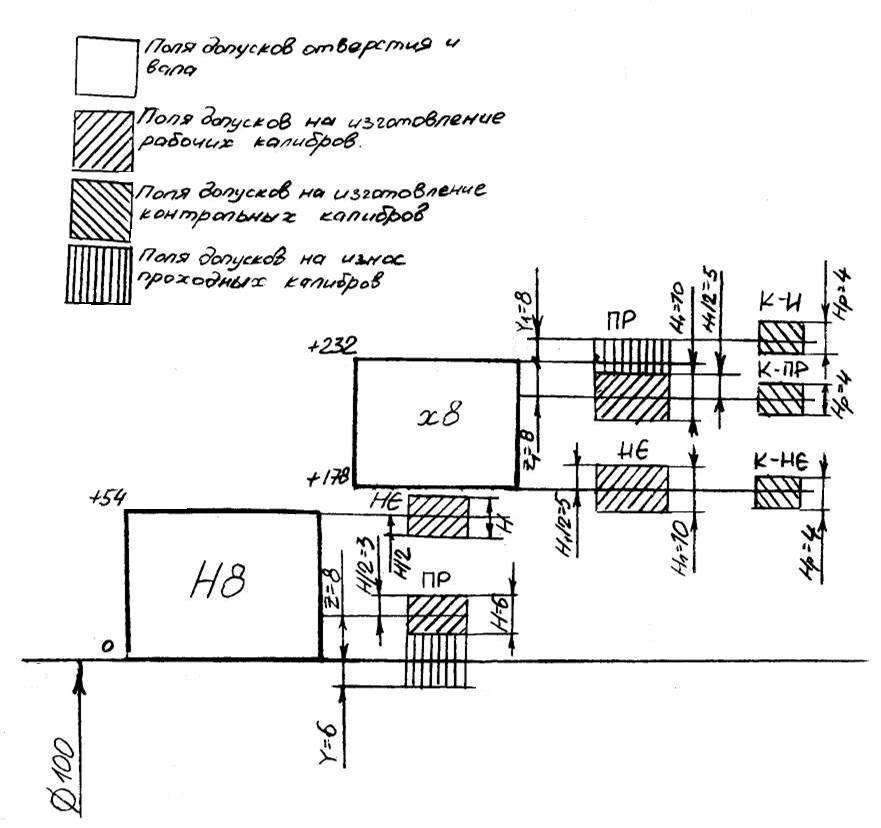
Рис.3.1. Схема расположения полей допусков калибров для контроля
деталей соединения 100H8/x8
Определяем предельные и исполнительные размеры рабочих калибров по методике [3, с.190 - 196] или согласно табл. 1 ГОСТ 24853-81.
Размер калибра ПР, проставляемый на чертеже, 100,011-0,006 мм. Исполнительные размеры: наибольший 100,011 мм; наименьший 100,005 мм. Наименьший размер изношенного проходного калибра-пробки:
ПРизнош = Dmin-Y = 100,000-0,006 = 99,994 мм.
Наибольший размер непроходного нового калибра-пробки:
НЕmax = Dmах+Н/2 = 100,054+0,006/2 = 100,057 мм.
Размер калибра НЕ, проставляемый на чертеже: 100,057-0.006 мм. Исполнительные размеры: наибольший 100,057 мм; наименьший 100,051 мм.
Произведем расчеты данных размеров рабочего калибра-скобы для контроля отверстия 100х8. По таблице 1.30 [7] находим предельные отклонения: +232; +178 мкм. Наименьший размер проходной новой калибр-скобы:
ПРmin = dmax - Z1 - H1/2 = 100,232 - 0,008 - 0,010/2 = 100,219 мм.
Размер калибра, проставляемого на чертеже (рис. 3.3): 100,219+0,010 мм. Исполнительные размеры: наименьший 100,219; мм наибольший 100,229 мм.
Наибольший размер изношенной проходной калибр-скобы:
ПРизн = dmax+Y1 = 100,232+0,006 = 100,238 мм.
Наименьший размер непроходной калибр-скобы:
НЕmin = dmin-Н1/2 = 100,178-0,010/2 = 100,173 мм.
Размер калибра НЕ, проставляемый на чертеже: 100,173+0,010 мм
Исполнительные размеры: наименьший 100,173; мм наибольший 100,183 мм.
Размеры контрольных калибров:
К-ПРmax = dmax - Z1 + Hр/2 = 100,232-0,008+0,004/2 = 100,226 мм.
К-НЕmax = dmin+Нр/2 = 100,178+0,004/2 = 100,180 мм.
К-Иmax = dmax + Y1 + Hp/2 = 100,232+0,006+0,004/2 = 100,24 мм.
Результаты занесем в табл.3.2.:
Табл.3.2.Предельные и исполнительные размеры калибров
Предельные размеры, мм |
Исполнительные размеры, мм |
||
Калибр-пробка |
ПР |
dmax=100,011 dmin=100,005 dизн=99,994 |
100,011-0,006 |
НЕ |
dmax=100,057 dmin=100,051 |
100,057-0,006 |
|
Калибр-скоба |
ПР |
Dmin=100,219 Dmax=100,229 Dизн=100,238 |
100,219+0,010 |
НЕ |
Dmin=100,173 Dmax=100,183 |
100,173+0,010 |
|
Контр калибры |
К-ПР |
dmax=100,226 dmin=100,222 |
100,226-0,004 |
К-НЕ |
dmax=100,180 dmin=100,176 |
100,180-0,004 |
|
К-И |
dmax=100,24 dmin=100, 236 |
100,24-0,004 |
|
По результатам расчета в соответствии с требованиями [7, 8, 10] и указаниями допуска на форму и шероховатость поверхности [4,с.240 - 245] выполним эскиз рабочего калибра. На рис.3.2 представлен эскиз рабочего проходного калибра-пробки для контроля отверстия 100Н8.

Рис. 3.2. Калибр-пробка гладкий проходной для контроля отверстия 60Н8