

Деформация и напряжения при сварке тавровых сечений
При изготовлении сварных тавров, состоящих из двух листов, вследствие продольных и поперечных напряжений, а также укорочений возникают деформации стенки и пояса тавра.
Деформации сварного тавра, как и стыкового соединения, зависят от многих факторов:
1) от соотношения размеров стенки и пояса;
2) от последовательности наложения швов;
3) от погонной энергии и др.
Схема деформации сварного тавра показана на рис. 14, из которого видно, что деформация стенки тавра подобна деформации полосы, на кромку которой наплавляется валик. Эти деформации по существу и определяют направление изгиба и общие деформации стенки и пояса, который, кроме того, получает деформацию из своей плоскости.
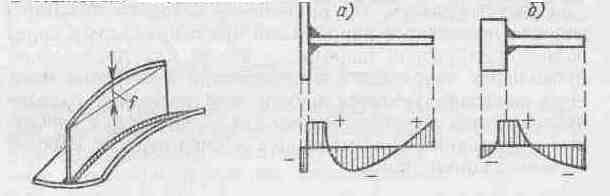
Рисунок 8 – Вид деформированного тавра
Продольные напряжения при сварке встык двух полос разной ширины зависят от соотношения ширин свариваемых листов, а продольные напряжения в сварных таврах - от соотношения размеров стенки и пояса тавра.
Построим эпюры продольных напряжения для двух сварных тавров; в одном случае для тавра с высокой стенкой и тонким поясом, в другом - для тавра с низкой стенкой и толстым поясом (рис. 8). В первом случае (рис. 8, а) прогиб вертикальной стенки такой, что наружная кромка имеет выпуклость и продольные напряжения растяжения. Наружная поверхность пояса имеет напряжения сжатия, а в зоне шва напряжения равны пределу текучести растяжения и имеются пластические деформации растяжения. Во втором случае (рис. 8, б) наружная кромка стенки получает вогнутость и продольные напряжения сжатия. Прилегающая к наружной поверхности часть сечения пояса также имеет напряжения сжатия, а в зоне шва, как и в первом случае, напряжения равны пределу текучести растяжения, и пластические деформации вследствие большой жесткости системы больше, чем в первом случае. Но вследствие относительно больших пластических деформаций сжатия при нагреве, при охлаждении длина балок после их сварки и охлаждения будет меньше начальной длины.
Меры борьбы со сварочными деформациями и напряжениями
Весь комплекс мероприятий по борьбе с деформациями и напряжениями от сварки можно расчленить на две основные группы:
1) мероприятия, предотвращающие вероятность возникновения деформаций и напряжений или уменьшающие их влияние;
2) мероприятия, обеспечивающие последующее исправление деформаций и снятие возникших напряжений. К первой группе мероприятий можно отнести выбор правильной последовательностисварки изделия, закрепление, предварительный обратный выгиб, подогрев, интенсивное охлаждение свариваемых деталей и некоторые другие.
3.2.1 Влияние методов сварки и направления выполнения швов на остаточные деформации
Практикой и исследованиями установлено, что на остаточные деформации и напряжения при сварке наряду с неравномерностью распределения температуры в свариваемом металле существенное влияние оказывает неодновременность наложения шва по длине и сечению шва, последовательность и направление выполнения швов.
При сварке широко применяются такие методы выполнения швов по длине: напроход от середины к концам, вразброс; а по сечению - однопроходный, многопроходный, каскадный, блочный, горкой и др.
Влияние методов и последовательности сварки на возможные деформации раньше нами рассматривалось на конкретных примерах сварки различных конструкций, но наряду с выбором методов и последовательности сварки необходимо также уделить внимание выбору направления наложения отдельных швов, так как направление сварки отдельных швов заметно влияет на деформацию изделия.