

Сварка плавлением и давлением / Трущенко / Сталь10 тавровое(РДС, в защ. газе) / 7,8,9 Х-ка способа сварки
.doc1.3Характеристика способа варки
1.3.1Для ручной дуговой сварки покрытыми электродами
Перемещение электрода в процессе сварки и подачу электродного и присадочного металла осуществляют вручную. При этом возникают трудности, связанные с поддержанием постоянства длины дуги. Колебание дугового промежутка отражаются на основных параметрах режима- величине тока и напряжении. На глубину проплавления металла и скорость расплавления электрода особенно большое влияние оказывает изменение тока. Качество швов, выполненных ручными способами, зависит от квалификации сварщика, удобства ведения процесса и т.п. Способы ручной дуговой сварки доступны и универсальны. Ручную дуговую сварку применяют при монтажных работах, для сварки швов и в мелкосерийном производстве.
Сварка покрытыми электродами. При сварке покрытыми электродами происходит плавление стержня и покрытия (рис.1). Расплавляющееся покрытие образует шлак и газы. Шлак обволакивает капли металла, образующиеся при плавлении электродной проволоки. В ванне шлак перемешивается и, всплывает на её поверхность, образует шлаковый покров, предохраняющиё металл от взаимодействия с кислородом и азотом воздуха. Кроме того при всплывании на поверхность шлака, взаимодействуя с расплавленным металлом, очищает его. Образующиеся при расплавлении покрытия газы оттесняют воздух из реакционной зоны и таким образом способствуют созданию лучших условий для защиты. Качество газошлаковой защиты при сварке может быть связано с толщиной покрытия электродов δ или коэффициентом массы покрытия kм:
δ = (Dэ-dс)/2; kм = Gп/Gc;
где Dэ, dс – диаметры электрода с покрытием и стержня; Gп; Gс – масса электродного покрытия и стержня на длине покрытой части электрода. Толщина покрытия для различных электродов составляет 0,1÷1 мм, а коэффициент массы 0,1÷0,5. Рациональная область применения ручной дуговой сварки покрытыми электродами – изготовление конструкций из металлов с толщиной соединяемых элементов более 2мм при небольшой протяжённости швов, расположенных в труднодоступных местах, и различных пространственных положениях.
Основные преимущества способа: экономичность, универсальность и применение простого оборудования.
Недостаток способа: не высокая производительность и применение ручного труда. Попытка автоматизировать сварку покрытыми электродами не увенчалась успехом. Невысокая производительность обусловлена малыми допустимыми значениями плотности тока. Для увеличения производительности используют сварку погружённой дугой, пучком электродов или применяют электроды с железным порошком в покрытии.
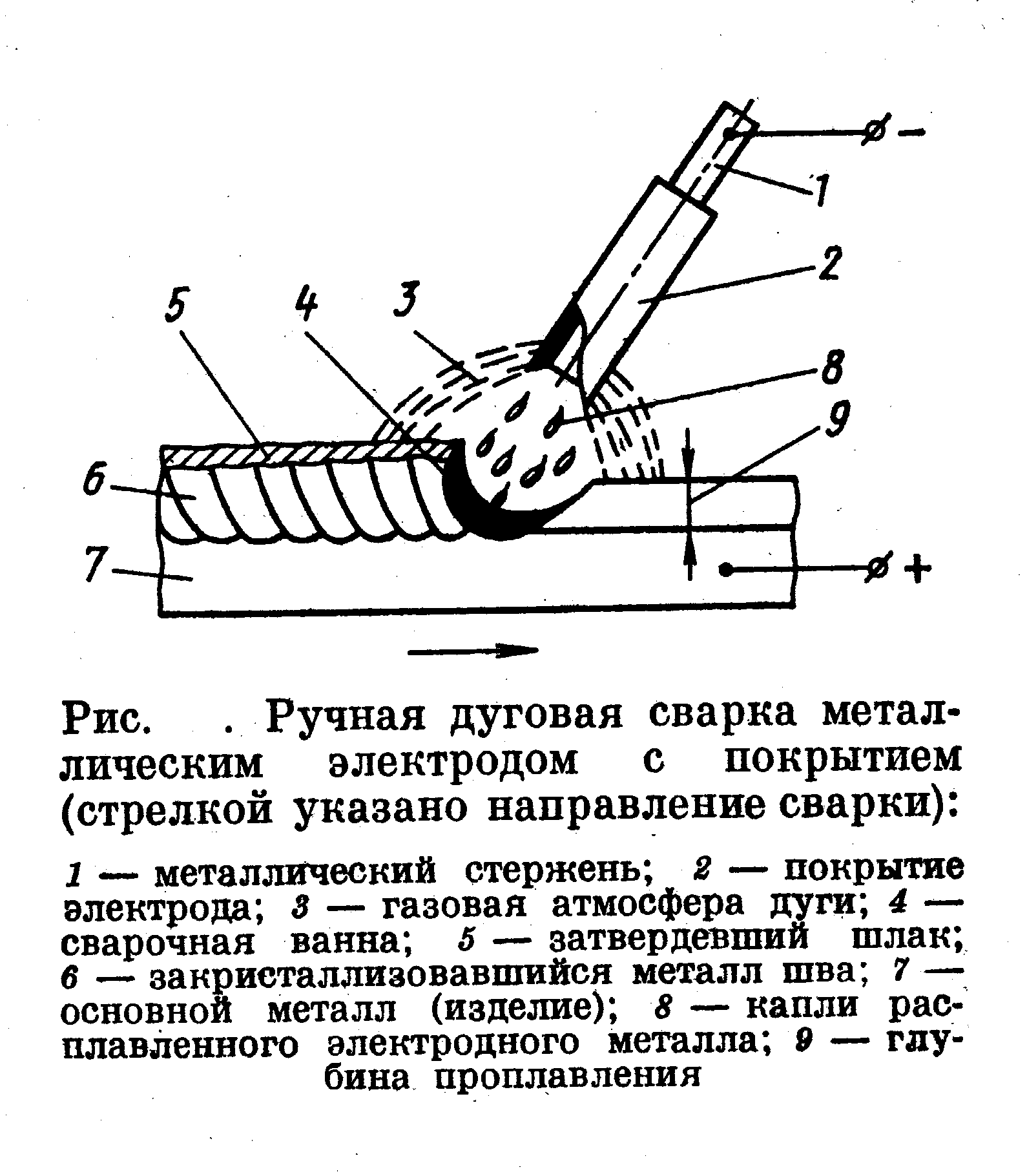
Рис.1.Ручная дуговая сварка покрытым электродом:
1 – металлический стержень; 2 – покрытие электрода; 3 – газовая атмосфера дуги; 4 – сварочная ванна; 5 – затвердевший шлак; 6 - закристаллизовавшийся металл шва; 7 – основной металл; 8 - капли расплавленного электродного металла; 9 – глубина проплавления
1.3.2 Для механизированной сварки в
защитном газе (СО2)
Активные газы или продукты диссоциации в процессе сварки взаимодействуют с металлом сварочной ванны, растворяются в нём или образуют с элементами, входящих в его состав, химические соединения. Сварка в углекислом газе осуществляется главным образом плавящимся электродом, а иногда угольным электродом. В качестве плавящегося электрода служат низколигированные сварочные проволоки сплошного сечения и порошковые проволоки. Сварку низколигированными проволоками сплошного сечения ведут постоянным током обратной полярности. При сварке постоянным током прямой полярности, в следствии более высокого содержания в металле шва водорода, наблюдается интенсивное образование пор. Сварка активной проволокой сплошного сечения возможна и на прямой полярности. Питание дуги переменным током возможно пи сварке порошковой проволокой, в состав в которой введены стабилизирующие дугу вещества. Использование вольфрамового электрода нецелесообразно, так как углекислый газ при высоких температурах является энергичным окислителем, приводящим к сгоранию электрода. Защита углекислым газом в основном применима при полуавтоматической сварке низкоуглеродистых и низколигированных сталей и в некоторых специальных случаях. Полуавтоматическую сварку в углекислом газе можно выполнять во всех пространственных положениях. Расширение области её применения идёт за счёт замены ручной сварки и полуавтоматической сварки под флюсом. Широкое использование полуавтоматической сварки в защитном газе взамен сварки ручной сварки покрытыми электродами обусловлено большей производительностью, лучшими условиями труда и меньшими требованию к квалификации рабочих. Перед полуавтоматической сваркой под флюсом её преимущество заключается в возможности визуального наблюдения за расплавлением электрода, отсутствие операций по удалению и удержанию флюса и возможности выполнять сварку во всех пространственных положениях.

Рис.2. Механизированная сварка в защитном газе (СО2):
1 – зона дуги; 2 – сопло; 3 – защитный газ; 4 – основной металл; 5 - электродная проволока.