

Сварка плавлением и давлением / Трущенко / Лекции / Лекции 8,9
.docЛекция 8
Газовая сварка.
Источником нагрева служит пламя, получаемое при сжигании горючего газа в кислороде.
Классификация пламени:
нормальное
соотношение.
С![]() Н
Н![]() - О
- О
1 - 1-1,1
Применяют для сварки сплавов сталей, цветных металлов.
2) науглероживающее С Н - О
1 - 0,9
Используется для сварки чугуна и при наплавке твердыми сплавами.
3) окислительное С Н - О
1 - 1,3
Используется для сварки латуней.
Самое лучшее качество шва у нормального пламени.
Строение пламени.
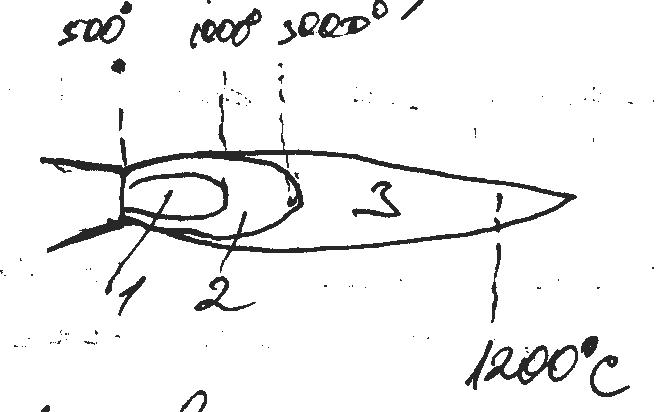
ядро
восстановительная зона
факел
Ядро состоит :
Продукты распада ацителена сгорающие в оболочке ядра.
Восстановительная зона :
Окись углерода и водород, раскисляющая сварочную ванну.
Факел :
Область полного сгорания продуктов
У нормального пламени температура 3150 – 3200
У науглероживающего пламени температура 3000 – 3050
У окислительного пламени температура 3300
Во время сварки сварочная ванна и присадочный материал должны находиться в восстановительной области.
Данный способ можно использовать от 5 сотых мм, температура пламени остается одна и та же.
Режимы сварки :
Тип пламени
Мощность пламени
Под мощностью понимают количество ацителена проходящего за один час через горелку необходимым для расплавления одного мм толщины металла.
Номером горелки можно изменять мощность пламени (4 номера горелки). Наконечники бывают: 000, 00, 0, 1…9.
диаметр присадочной проволоки (зависит от толщины свариваемых деталей). Наиболее распространеные диаметры 2, 3 мм используем проволоку сплошного сечения.
Два способа ведения горелки:
Левый способ, проволока идет впереди пламени (рекомендуется для сварки тонких материалов)
Правый способ, проволока идет позади пламени.
Порядок поджига горелки.
При открытых вентилях горелки устанавливают рабочее давление по монометру редуктора. Для кислорода 4 атм для ацителена 1 атм. Закрытие вентилей.
На четверть оборота производим открытие кислородного вентиля затем ацетиленовый вентиль на 1 оборот далее поджиг смеси.
Пламя должно гореть устойчиво, не отрываясь от монштука. Регулировка осуществляется при полностью открытом вентиле кислорода.
Гошение пламени в обратном порядке.
Явление обратного удара распространение пламени по шлангам с ростом давления.
Причина образования удара:
бочкообразная форма сужающего канала(т.е. износ наконечника)
не совпадение осей выходного канала и конфузора
уменьшение длины выходного канала
Достоинства метода:
Простота оборудования
Высокая маневренность оборудования
Возможность сварки в пространственных положениях
Значительный спектр свариваемых материалов
Возможность сварки в труднодоступных местах
Недостатки
Низкая производительность
Повышенная взрывоопасность
Значительная зона термического влияния.
Лекция 9
Газопрессовая сварка.
Кислородная резка.
Сущность
Газовая резка основана на выжигании металла в кислороде
Нагрев детали до определенной температуры далее режущий кислород.
Требования предъявляемые к металлам при кислородной резки
Температура воспламенения металла в кислороде должна быть ниже температуры плавления
Температура плавления оксидов металла ниже температуры плавления самого металла
Чтобы металл имел не высокую теплопроводность
Чтобы металл имел хорошую жидкотекучесть
Нельзя разрезать – нержавейку, Al, Cu(некоторые марки можно)
Резка кислородным копьем.
Используется обычная стальная труба (через трубу подается кислород)
Границ по толщинам нет. Для подънятия эффективности добавляют металлический порошок.
Ручная дуговая сварка покрытими электродами.
Шлак переносится в капле он всплывает как более легкий, чем металл.
Достоинства
Простота используемого оборудования
Возможность сварки в труднодоступных метах
Возможность использования в условия монтажа
Возможность сварки большого спектра свариваемых материалов
Возможность сварки в пространственных положения
Менее жесткие требования к подготовке деталей и сборке
Недостатки
Низкая производительность
Большие потери электродного металла
Резкая структурная и механическая неоднородность шва
Тяжелые условия труда
Самый тяжелый способ сварки по технике выполнения
Наличие на ванне шлака
Зависимость качества сварки от квалификации сварщика
Перед сваркой металл подвергают
Правке
Осуществляется разметка деталей
Осуществляется резка (если необходима)
Осуществляется гибка, вальцовка
Подготовка свариваемых кромок
Подготовка кромок с 3 мм, ГОСТ 5264-80 – форма подготовки кромок и геометрические размеры шва.
Способы подготовки кромок
1) На токарном, строгательном, фрезерном и т.д.
Требования сборки деталей перед сваркой
Доступность к местам установки деталей и к рукоядкам зажимных и фиксирующих элементов. Приспособление должно быть жестким и прочным.
Точность закрепления деталей в нужном положении
Припятствовать деформированию в узлах процесса сварки – сборки.
Обеспечить оптимальный порядок сборки и проставления прихваток
Обеспечить наименьшее количество поворотов
Свободный доступ для контроля размеров
Свободный съем изделий
Обеспечить безопастность сварочных работ
Перед сваркой необходимо проверить подготовку кромок (угол скоса, притупления)
Необходимо проконтролировать зачистку основного металла, наружние должны быть зачищены на 20 мм, внутренние на 10 мм. После этого выполняется сварка.
Техника выполнения швов.

1 – для поддержания длины дуги
При движении
электрода в сторону 2 сварка углом назад,
а в сторону 2![]() углом вперед.
углом вперед.
1-2 сварка тонкого металла и корня шва.
3-3 Поперечные колебания (форма и размер поперечных колебаний зависит от требуемой ширины шва, от сварочных материалов, от пространственного положения, толщины).
После сварки необходимо произвести заварку кратера (образование краторных трещин)
Необходимо сделать:
при сварке
![]() постепенное удлинение дуги.
постепенное удлинение дуги.