

3. Линейная интерполяция
Линейная интерполяция — размерное перемещение рабочего органа станка по прямой линии — задается определенными словами, которые составляют кадр управляющей программы. Слова записываются в последовательности адресов, заданных форматом УП данного станка. Кадр линейной интерполяции содержит слово «номер кадра», одну из функций G90 или G91, функцию G01, слово «размерное перемещение» с адресом Х (Y, Z), слово «обороты шпинделя», слово «направление вращения шпинделя» (по часовой стрелке или против), слово «диапазон вращения шпинделя», слово «номер инструмента» и слово «подача».
Размерные перемещения для разных устройств ЧПУ задаются по-разному. Для устройств ЧПУ класса NC величины перемещений необходимо задать в дискретах (элементарных перемещениях). Наиболее часто применяемый формат для класса NC:
N03G2X+042Z+042I+042K+042S04F04T02M2*.
С учетом этого формата число цифр в слове «размерное перемещение» должно быть равным 6 (4 цифры целой части числа и 2 дробной). Нули перед первой значащей цифрой могут быть опущены.
3.1. Задание размеров в приращениях
Размерные перемещения в дискретах при задании размеров в приращениях (функция G91) вычисляется следующим образом:
Хд = 100 (Хк — Хн);
Zд =- 100 (Zк — Zн),
где Хн, Zн — координаты точек начала перемещения;
Хк, Zк — координаты точек конца перемещения;
Хд, Zд — численные значения в дискретах, которые необходимо записать в УП по адресам Х и Z. Например, перемещение резца из точки 0 в точку 4 в РТК для токарного станка (рис. 2) запишется в УП следующим образом:
N40G91ПС
N45G01X-7500Z-3000F1000ПС
N50Z-1500F200ПC
N55X+500Z-1000ПС
N60Z-1500ПС
Рис.2
В первом из этих кадров заданы размеры в приращениях. Во втором кадре задана линейная интерполяция и перемещение по координате Х на величину 75 миллиметров, по координате Z на величину 30 миллиметров с ускоренной подачей. В третьем кадре задано перемещение только по координате Z на 15 миллиметров с рабочей подачей.
Если задан другой формат, например Х+04.20Z+04.20 то предыдущий фрагмент УП будет выглядеть следующим образом:
N40G91ПC
N45G01X-75Z-30F1000ПС
N50Z-15F200ПС
N55X+5Z-10ПС
N60Z-15ПС
Такой формат кадра реализован в устройствах ЧПУ более высокого уровня, например, в устройствах ЧПУ класса CNC.
3.2. Задание размеров в абсолютных значениях
При задании размеров в абсолютных значениях величина перемещений в дискретах для формата:
N03G2X+042Z+042I+042K+042S04F04T02M2*-
вычисляется следующим способом:
Хд = 100Хк;
Zд = 100Zк,
где Хк и Zк — координаты конца перемещения относительно нуля станка в миллиметрах. Хд, Zд — численные значения перемещений, которые необходимо записать в УП. Предыдущий пример, при сохранении всех размеров на рис.3, запишется как:
N40G90ПC
N45G01X+500Z+27000F1000ПC
N50Z+25500F200ПC
N55Х+1000Z+24500ПС
N60Z+23000ПС
Рис.3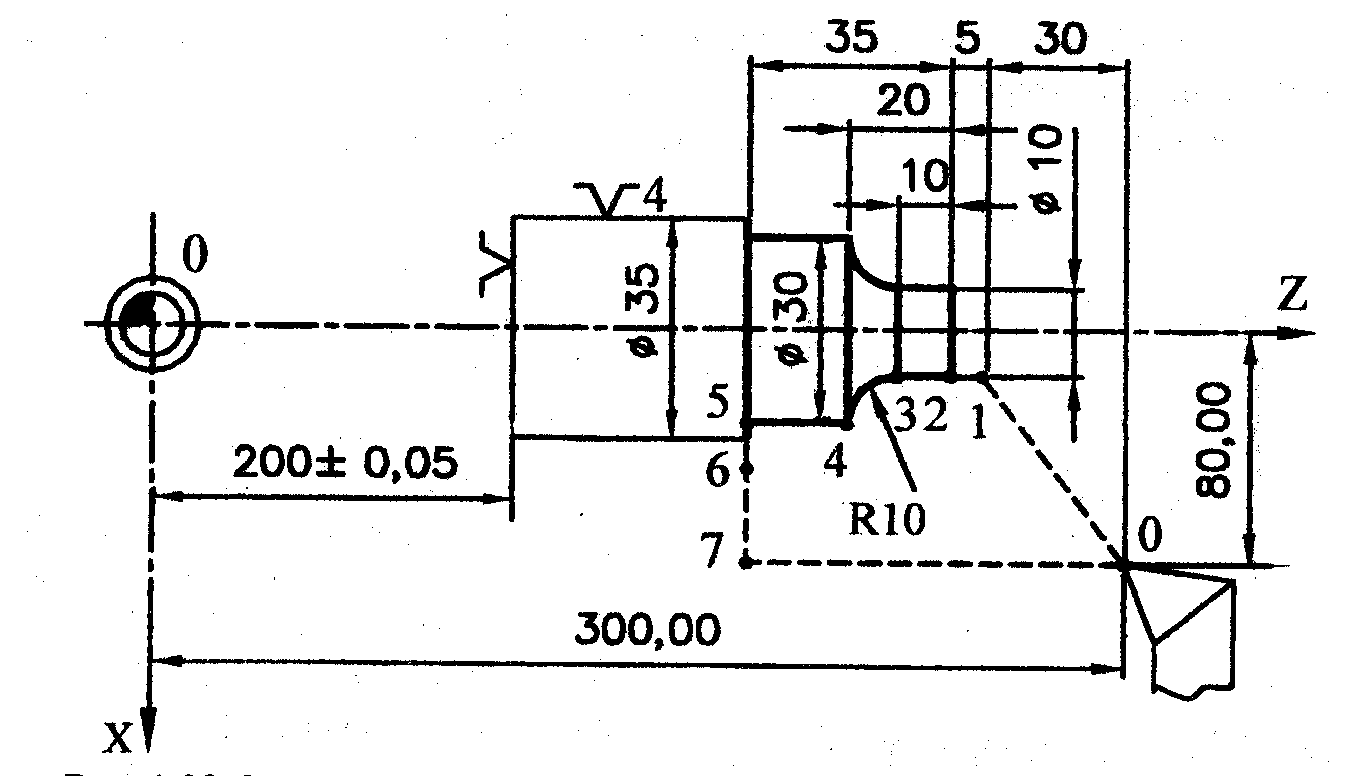
Для формата Х+04.20Z+04.20 фрагмент программы будет записан следующим образом:
N40G90ПС
N45G01Х+5Z+270F1000ПС
N50Z+255F200ПС
N55Х+10Z+245ПС
N60Z+230ПC