

3.15 G25/g26 – программируемое ограничение рабочего поля
Программируемое ограничение рабочего поля обеспечивает защиту станка от повреждений при появлении ошибок программиста и оператора. При достижении ограничения рабочего поля прерывается подача пути /останов программы и аварийное оповещение/. Фактический перебег продолжает обрабатываться.
Программируемое ограничение рабочего поля действительно только в автоматическом режиме работы. Это ограничение действует как программный концевой выключатель /см. описание интерфейса 2.9.7/. Ограничение рабочего поля указывается относительно нулевой точки станка.

|
|
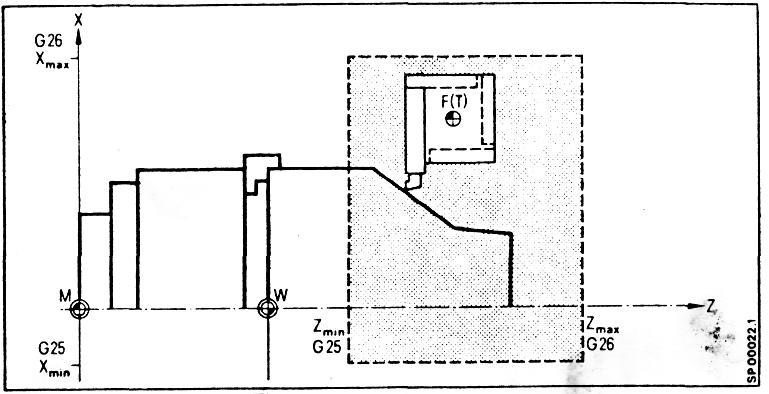
Точка F /исходная точка суппорта/ должна перемещаться в покрытой точками области.
3.16 Сдвиг нулевой точки (nv)
NV = регулируемый NV (G54-55) + внешний NV + аддитивный
NV (G59) + внешняя дополнительная компенсация.
Сдвиг нулевой точки представляет собой расстояние нулевой точки детали /от которой проставляются размеры/ до нулевой точки станка.
3.20 G94/95/96/97 – подача f, м36, м37
Подача F в мм/мин или в мм/оборот.
G95 / F в мм/оборот/ является всегда позицией стирания.
Запрограммированная скорость выдерживается также при коррекции радиуса фрезы на траектории точки резания "Р" /предполагаемый конец инструмента/.
Посредством переключателя подачи коррекции на панели управления запрограммированная подача может изменяться в пределах от 1% до 120%. Положение 100% соответствует запрограммированному значению. При нарезании резьбы отсутствует ввод подачи, переключатель коррекции подачи отключается.
Запрограммированная подача может снижаться посредством М37 в отношении 1:100.
М36 – подача как запрограммировано в адресе F.
Например:

Зависимость подачи на оборот от числа оборотов шпинделя и предельные значения представлены на рис. "Предельные значения подачи на оборот" /см. раздел 8.2/.
3.21 G96 S ... – постоянная скорость резания /V = постоянно/
В зависимости от запрограммированной скорости резания система управления определяет число оборотов шпинделя, соответствующее в данный момент фактическому диаметру обточки.

Зависимость диаметра обточки, числа оборотов шпинделя и движения подачи между собой обеспечивает возможность оптимального согласования программы со станком, обрабатываемым материалом и инструментом
Нулевая точка оси X должна быть центром обточки, что обеспечивается переходом к базовой точке. Система числового управления определяет на основе фактического значения, коррекции длины инструмента N1-32, а также дополнительной коррекции длины инструмента G92 F ... К ... положение конца инструмента и вычисляет отсюда число оборотов шпинделя. Возможное смещение фактического значения посредством G92 X ..., или PRESET, или сдвига нулевой точки вручную не учитывается при постоянной V. Индицируемое фактическое значение относится к радиусу.
С помощью функции G97 происходит выключение постоянной скорости резания и сохранение фактического значения числа оборотов без изменения. G97 применяется для устранения возможности изменения числа оборотов при промежуточных кадрах в направлении X без обработки.
Ступенчатая смена передачи
При постоянной скорости резания обработка осуществляется по ступенчатой характеристике передачи. Смена ступени передачи возможна в заданном месте программы в произвольный момент времени.