

3.6 Нарезание резьбы g33 с постоянным шагом
При помощи G33 можно нарезать продольную, спиральную и коническую резьбу в одном или нескольких заходах с постоянным шагом.
Функция G33 устанавливает зависимость между скоростью вращения главного шпинделя и приводом подачи. Датчик импульсов формирует для каждого вращения шпинделя 4096 импульсов, которые затем устройство управления преобразует и подает на приводы подачи. В результате этого скорость подачи непосредственно соотносится со скоростью вращения шпинделя, так что необходимость в программировании подачи отпадает.
Во время нарезания резьбы переключатель коррекции на подачу, клавиша "Подача выключена", переключатель коррекции на скорость вращения шпинделя и режим работы "Одиночный кадр" не действуют. Однако подача по адресу F сохраняется и при следующем программировании G01, G02, G03 и G11 вновь активируется.
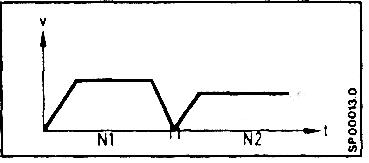
Для нарезании резьбы в несколько проходов запуск подачи задается посредством нулевой метки на датчике импульсов. Благодаря этому обеспечивается постоянство угла между деталью и инструментом в начальный момент нарезания резьбы. Для обеспечения постоянства величины перебега все проходы выполняют с одинаковой скоростью /скорость вращения шпинделя/. Направление и скорость вращения шпинделя следует программировать в кадре перед самой операцией нарезания резьбы, чтобы шпиндель мог начать работать с заданной скоростью вращения.
Ввод длины резьбы осуществляют в адресах пути X и/или Z, причем следует учитывать участки подвода и сбега, на которых скорость подачи нарастает или снижается.
Значения можно вводить в исходном размере или размере с приращением.
Задание шага резьбы осуществляют в адресах I и К. Для продольной резьбы шаг вводят по адресу К, для спиральной – по адресу I и для конической – по адресам I и К. Значения I и К следует всегда вводить в размере с приращением без знака. Шаг резьбы: 0,001 мм – 2000 мм, макс. до 10000 мин-1. При помощи М37 запрограммированный шаг резьбы можно уменьшить на коэффициент 1:100.
Правую или левую резьбу программируют путем задания направления вращения шпинделя М03, М04.
3.10 G09 Снижение скорости. G60 Точный останов
При помощи функции G09 или G60 можно точно подвести к конечной позиции /в пределах точного останова/. Скорость подачи при этом снижается до нуля. Действительное расстояние перебега уменьшается.
|
|
Функцию G09 или G60 можно использовать, например, для обработки острых углов, а также при прорезке или смене направления на противоположное. В кадрах, содержащих G00, функцию G09 записывать не следует, так как G00 уже включает G09. Функция G09 действует по кадрам.
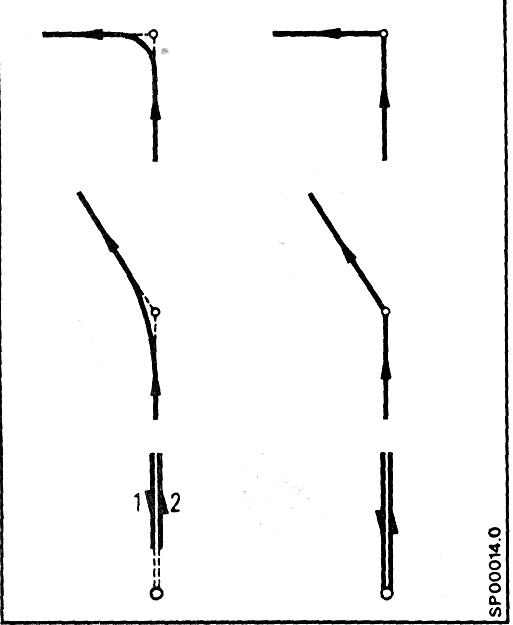
Функция G60 является самосохраняющейся и может быть снята функцией G64 /режим контурного управления/. Примеры смены направления со снижением скорости и без снижения.
Без G09/G60 С G09/G60 |
|
|
3.11 G63 – нарезание резьбы с патроном-компенсатором
Условие пути G63 программируется для нарезания резьбы с метчиком в патроне-компенсаторе. Функциональная зависимость между вращением шпинделя и подачей отсутствует.
Число оборотов шпинделя программируется в адресе S, а соответствующая подача – в адресе F. Патрон-компенсатор длины должен компенсировать допуски между подачей и числом оборотов, а также вращение шпинделя по инерции после достижения позиции.
При G63 переключатель коррекции подачи не действует. В зависимости от параметров системы согласующего управления шпиндель устанавливается также при включении переключателя "Останов подачи". Переключатель коррекции числа оборотов шпинделя действует.
G63 может применяться только в кадрах с линейной интерполяцией G01. G63 отменяется посредством G64.
3.12 G64 – режим контурного управления
Условие пути G64 применяется в случае, если при переходах от кадра к кадру не должен появиться режим свободного резания. Кроме этого, эта функция приводит к сглаживанию переходов при изменении направления касательной /см. рис без G01/G60/.
G64 является самосохраняемой функцией /положение стирания/ и отменяет G60.
3.13 GO4 – время задержки
Время задержки указывается преимущественно в адресе X. Это время может вводиться также в адрес F. В адресе X время задержки указывается от 1 мс до 99999 999 мс, в адресе F – от 1 мс до 99 999 мс.
В одном кадре с временем задержки не допускается запись других функций кроме GO4.
Например:

В случае необходимости допускается последовательная запись нескольких кадров с временем задержки.
Задание времени задержки необходимо при свободном резании, возможно при смене числа оборотов и функциях переключения станка /люнет, задняя бабка и т.д./ G04 действует в кадре.
3.14 G70/G71
G70 – Дюймовая система ввода
G71 – Метрическая система ввода
Положение стирания устанавливается параметром станка при пуске системы.
Изменение системы измерения в текущей программе обработки детали невозможно. Смена должна программироваться в первом кадре программы. Область значений для отдельных систем измерения приводится в разделе 8.2. Индикация относится к действительной в данный момент системе ввода /см. инструкцию по эксплуатации, стр. 2-4/.
При смене G70, G71 оператор или программист должен постоянно заботиться о том, чтобы соответствующие данные пользователя /см. инструкцию по эксплуатации, стр. 4-17 и 4-18/ были заранее установлены в соответствующей системе измерения.