

3.3 Линейная интерполяция g01
Инструмент подводится с введенной скоростью подачи по прямой к заданной конечной позиции.
Можно выполнять перемещения, параллельные осям и под любым углом.
|
|
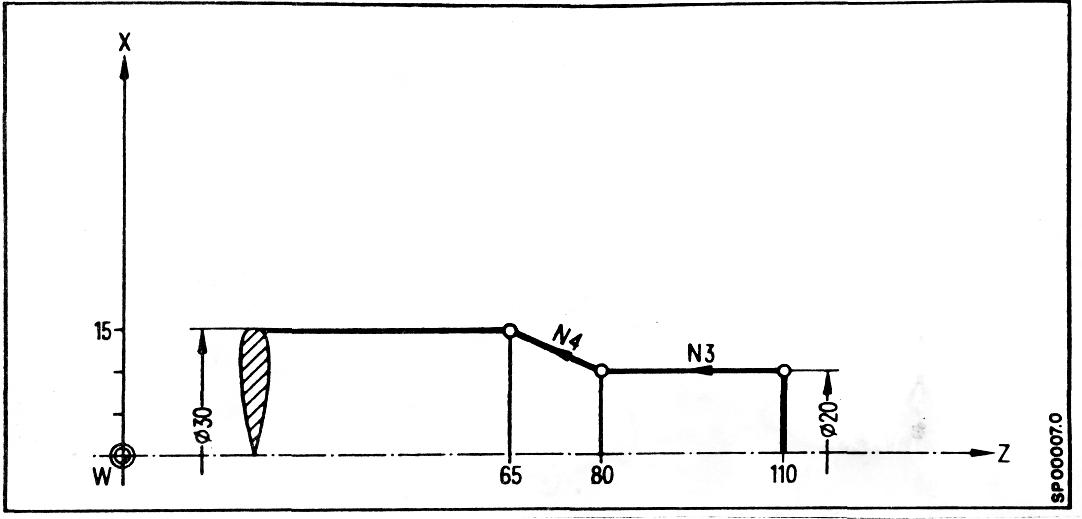
Ввод в исходных размерах
N2 ...
N3 G01 G90 Z80. F10. LF
N4 Х30. Z65 LF
.
Ввод в размерах с приращением
N2 ...
N3 G01 G91 Z-30. F10. LF
N4 X5. Z-15. LF
.
3.4. G10/g11 Программирование полярных координат
G10 Линейная интерполяция быстрого хода
G11 Линейная интерполяция подачи /F/
|
|

N14 G90 G10 Z200. Х0 В41.42 А+135 LF (P2) А = угол
N15 G11 B56.56 LF (РЗ) В = радиус
N16 В58.2 А+149 LF (P4)
Угол всегда относится к первой запрограммированной оси в кадре в положительном направлении /т.е. в этом примере от + Z к + К в кратчайшем направлении/.
Задание угла всегда абсолютно и положительно.
Центр является самосохраняющимся до нового программирования.
В конце программы /М02/М30/ центр стирается.
При первом программировании полярных координат обе координаты центра должны быть введены в исходных размерах. Ввод центра в размерах с приращением /функцией G91/ всегда относится к последнему запрограммированному центру.
3.5 G02/g03 Круговая интерполяция
Параметры интерполяции вместе с командами осей определяют окружность или дугу окружности. Начальная точка "КА" окружности или дуги окружности определяется предыдущим кадром. Конечную точку "КЕ" устанавливают значения осей X и Z. Центр окружности "КМ" определяют при помощи параметров интерполяции:
а) или при помощи векторов I и К, имеющих знак, в диапазоне от 0 до 360°. Вектор I – в направлении X, вектор К – в направлении Z. Знак числа определяется из направления координат от начальной точки к центру;
б) или непосредственно по радиусу В /только для Sprint 8T/
+В угол, меньше 180°
-В угол больше 180°
Нельзя программировать радиусы, если угол перемещения равен 0° или 360°; таким образом, полные окружности следует программировать при помощи параметров интерполяции I и К.
|
|

Параметр интерполяции I или К со значением 0 программировать не следует.
Координату конечной точки, которая не изменилась относительно начала окружности, программировать не следует. При полной окружности должна быть запрограммирована хотя бы одна ось /Х0 или Z0/.
Направление движущейся дуги окружности устанавливается функциями G02 или G03.
G02/G03 определяют направление движения окружности, установленной посредством X, Z, I, К или R. Правосторонняя система координат /DIN 66025/.
G02 – по часовой стрелке.
G03 – против часовой стрелки.
Рабочая зона
|
|
После центра вращения |
Перед центром вращения |
|
|


|
|

N5 G03 G90 Х40. Z80. К15. 10. LF – Инструмент подается
из точки Р1 в точку Р2
N10 G02 Х70. Z65. КО. I15. LF – Инструмент подается
из точки Р2 в точку Р1
или
N5 G03 G90 X40. Z80. B+15. LF – Инструмент подается
из точки Р1 в точку Р2
N10 G03 Х70. Z65. В+15. LF – Инструмент подается
из точки Р2 в точку Р1