

1.8 Подпрограммы
Многократно повторяемые одинаковые последовательности движений и функциональные процессы можно вводить в виде подпрограмм и произвольно вызывать в программе обработки детали или же путем ручного ввода. Подпрограммы, которые должны вызываться в любом месте /расположение канавок/, следует программировать по приращениям. Определение подпрограммы осуществляют при помощи номера подпрограммы, состоящего из двух или трех десятичных разрядов, и двух последующих нулей. В памяти программ одновременно можно записать 99 подпрограмм.
L 12300 LF – Подпрограмма 123.
Всегда без номера кадра и M17.
NO G91 G01 Z-10. F100. LF – Установление условий пути, участков
N5 Z... Х+10. LF перемещения, направлений и скоростей.
N10 X... LF
N15 М17 LF – Конец программы с M17 записан в последнем кадре подпрограммы.
Вызов подпрограммы осуществляют в программе обработки детали или в подпрограмме по адресу L. Возможно тройное вложение подпрограмм в программе обработки детали.

Вызов подпрограммы нельзя записывать в одном кадре с М02, М30 или M17.
Подпрограммы L80-L99 и L900-999 могут быть защищены от считывания и стирания по сигналу устройства управления согласованием.
2.0 Информация пути
2.1 Команды осей х, z
Адрес команды оси X и/или Z определяет ось, по которой должно перемещаться последующее числовое значение. Значение оси X при вводе в исходных размерах /G90/ является значениями диаметра или радиуса /параметр станка/. При G91 значения всегда относятся к радиусу.
|
|
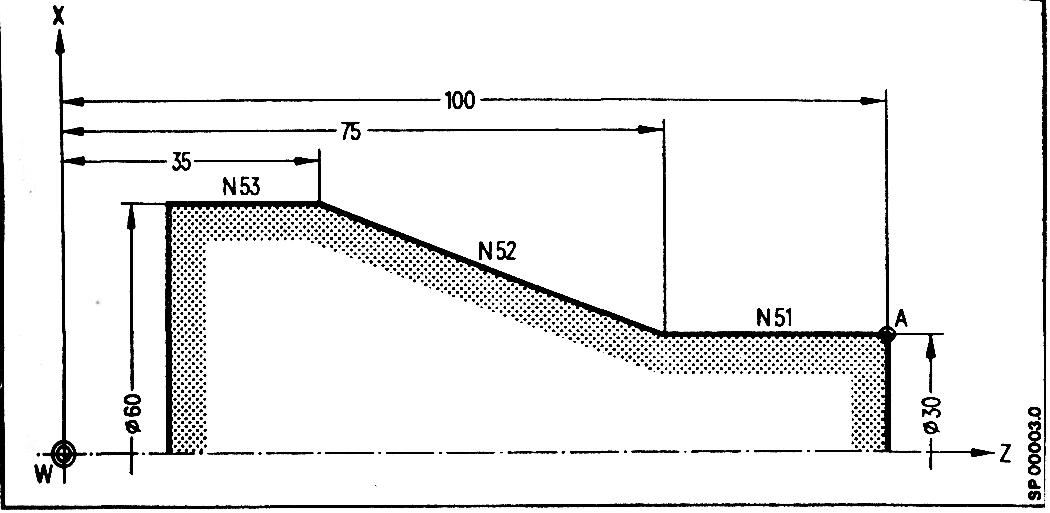
Обработка за центром вращения
Ввод в исходных размерах
N51 G01 G90 Z75. LF
N52 X60.Z35. LF Значения X действуют по диаметру
N53 ... LF
Ввод в размерах с приращением
N51 G01 G91 Z-25. LF
N52 X15. Z-40. LF Значения X действуют по радиусу
N53 ... LF
|
|
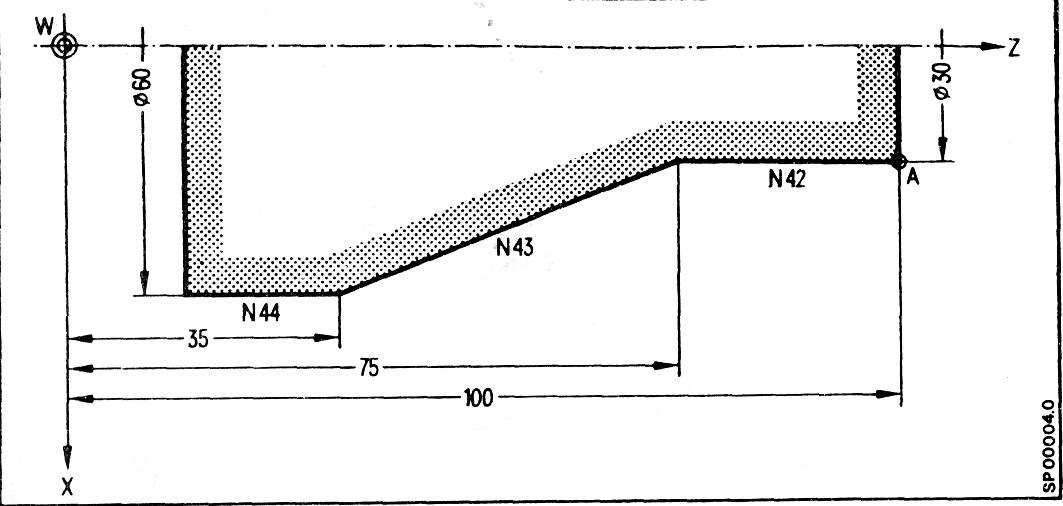
Обработка перед центром вращения
Ввод в исходных размерах
N42 G01 G90 Z75. LF
N43 X60.Z35. LF Значения X действуют по диаметру
N44 .... LF
Ввод в размерах с приращением
N42 G01 G91 Z-25. LF
N43 Х15. Z40. LF Значения X действуют по радиусу
N44 .... LF
2.2 Зеркальное отражение
В результате входных сигналов "Зеркальное отражение X" и "Зеркальное отражение Z" во время подготовки кадра в устройстве управления происходит инвертирование или замена следующих величин на противоположные:
Ось X
Зеркальное отражение
- знак числа запрограммированных команд оси /включая сдвиг G92/;
- коррекции на радиус резца G41-G42 или G42-G41 /см. 4.3.2/;
- коррекции на длину инструмента /см. 4.3/;
- положения точки резания инструмента 1-4 или 4-1, 2-3 или 3-2, 6-8 или 8-6 /см. 4.1.2/
Не происходит зеркальное отражение
- сдвигов нулевой точки
Ось Z
Зеркальное отражение
- знак числа запрограммированных величин /включая сдвиг G92/;
- коррекция на радиус резца G41-G42, G42-G41
Не происходит зеркальное отражение
- сдвигов нулевой точки;
- коррекция на длину инструмента;
- положения точки резания инструмента
При зеркальном отражении по оси Х всегда отражается ось.
При зеркальном отражении по оси Z всегда отражается обрабатываемая деталь.