

7 Сварочные напряжения и деформации, меры борьбы с ними
В результате местного (неравномерного) нагрева металла в сварной конструкции возникают временные и остаточные напряжения. Временные сварочные напряжения наблюдаются только в определенный момент сварки в процессе изменения температуры. Напряжения, существующие после окончания сварки конструкции и полного ее остывания, называются остаточными сварочными напряжениями или сварочными напряжениями.
При проектировании и изготовлении сварной конструкции необходимо считаться с возможностью появления в них остаточных деформаций и напряжений, и принимать меры для их предотвращения или ограничиваться в таких пределах, при которых их влияние не будет опасным.
При сварке малоуглеродистых сталей, имеющих наиболее широкое применение в металлических конструкциях, в них возникают напряжения первого рода, уравнивающиеся в микрообъемах. Неизбежными причинами сварочных деформаций являются:
неравномерный нагрев изделия при сварке;
тепловая усадка швов;
структурные изменения металла шва и ЗТВ.
Сопутствующими причинами являются:
неправильное решение конструкции сварного узла, т.е. близкое расположение и частое пересечение сварных швов или неправильный выбор типа сварного соединения;
применение устаревшей техники и технологии;
низкая квалификация сварщика;
нарушение геометрических размеров шва.
Основной мерой борьбы с деформациями является создание в зонах пластической деформации, дополнительных деформаций противоположного знака.
В сварочном шве при остывании возникают напряжения растяжения и необходима пластическая деформация для приведения к нулю. Этого можно достичь проковкой – металл осаживается по толщине, создавая пластические деформации удлинения в плоскости, перпендикулярной направлению удара.
В нашем случае можно использовать жесткое закрепление в сварочном приспособлении, а также высокотемпературный отпуск.
Закрепление деталей при сварке относится к числу достаточно часто применяемых приемов для уменьшения деформаций изгиба [5, с. 162].
Сварные швы должны располагаться симметрично относительно центра тяжести (рисунок 7), так как при данном способе сварки будут наименьшие сварочные деформации.
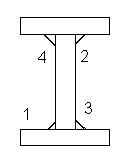
Рисунок 7 – порядок наложения сварочных швов
После сварки двутавра образуется следующие остаточные деформации:
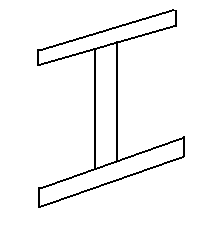
Рисунок 8-Деформация двутавра после сварки
Предотвращение данной деформации, возможно несколькими способами:
создание обратных деформаций;
с помощью различных прижимных приспособлений, препятствующих её образованию;
устранение грибовидной формы с помощью пресса (рисунок 9) или выпрямляющих скоб(будем использовать этот метод).
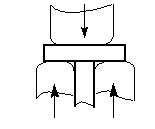
Рисунок 9 – Устранение грибовидной формы с помощью пресса (прижимных валиков)
Такие прижимные валики были разработаны на Старокраматорском машиностроительном заводе им. Орджоникизе и внедренной на Днепропетровском заводе металлоконструкций им. Бабушкина в поточной механзированной линии. Технические характеристики приведены в таблице 17.
Таблица 17 – технические характеристики машины для правки двутавров [св т3, С.332]
Высота сварной балки, мм |
500-2030 |
Размеры полки, мм:
|
220-600 10-40 |
Предел прочности материала балки, МПа |
500-600 |
Усилие нажимного ролика, кН |
170 |
Скорость продольного перемещения балки, м/сек |
0.165 |
Габаритные размеры машины, мм
|
6672 3190 4835 |
Вес, т |
50 |